

Азотирование стали
Азотированием называют процесс диффузионного насыщения азотом поверхностной зоны деталей. Азотирование применяют для повышения износостойкости и предела выносливости деталей машин (коленчатые валы, гильзы цилиндров, червяки, шестерни и др.).
До азотирования детали подвергают закалке, высокому отпуску (улучшению) и чистовой обработке. После азотирования детали шлифуют или полируют.
Обычно азотирование проводят при температуре 500 – 600 °C в муфелях или контейнерах, через которые пропускается диссоциирующий аммиак (рис. 15.18).
1
3
2
8
4
5
6
7
9
10
11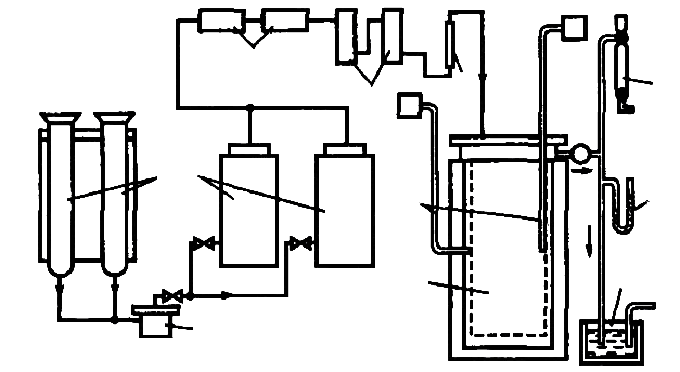
Рис. 15.18. Схема установки для азотирования: 1 – баллон с аммиаком; 2 – фильтр;
3 – испаритель; 4 – отстойники для отчистки аммиака; 5 – фильтр тонкой отчистки и осушитель; 6 – ротаметр; 7 – термопара; 8 – печь для азотирования; 9 – диссоциометр; 10 – манометр; 11 – гидравлический затвор
На поверхности деталей из сталей происходит реакция диссоциации аммиака с выделением ионов азота, которые адсорбируются поверхностью детали, а затем диффундируют вглубь.
При нагреве аммиака в изолированном объеме возможна лишь реакция с образованием молекулярного азота:
2NH3 → N2 + 3H2, (15.6)
который не может диффундировать в сталь без ионизации.
При азотировании углеродистых сталей с увеличением содержания углерода уменьшается скорость диффузии азота и возможно образование карбонитридных фаз.
Азотированная сталь, имеющая на поверхности слой ε-фазы, коррозионностойкая в воде и атмосферных условиях. Значительная твердость достигается при азотировании легированных сталей, которые содержат более активные нитридообразующие элементы: Cr, Mo, Al, V, Ti.
При азотировании структуры диффузионной зоны легированных и углеродистых сталей аналогичны. Однако легирование изменяет состав фазы и температурные границы их образования; при изотермической выдержке могут образовываться двухфазные слои в диффузионной зоне.
Высокие твердость и изностойкость получаются после азотирования легированной стали типа 38Х2МЮА, содержащей: 0,35 – 0,42; 1,35 – 1,65% Cr; 0,7 – 1,10% Al и 0,15 – 0,25% Mo. Комплексное легирование хромом, алюминием и молибденом позволяет повысить твердость азотированного слоя до 1200 HV. Молибден устраняет отпускную хрупкость, которая может возникнуть при медленном охлаждении от температуры азотирования.
Процесс азотирования – весьма длительная операция. Так, при обычном азотировании стали типа 38Х2МЮА диффузионную зону толщиной около 0,5 мм получают при 500 – 520 ºС за 55 ч выдержки. Такую же толщину зоны можно получить за 40 ч, если применить двухступенчатый режим азотирования: 510 ºС, 15 ч и 550 ºС, 25 ч. По сравнению с цементованными, азотированные слои легированных сталей имеют более высокую твердость и износостойкость. Однако азотирование используют реже, чем цементацию, из-за большей длительности процесса, меньшей толщины упрочненного слоя, что ограничивает контактные нагрузки на поверхности детали.
Азотированию подвергают среднеуглеродистые легированные стали. Азотирование железа и нелегированной стали не приводит к получению высокой твердости. Это объясняется тем, что легирующие элементы имеют большее сродство с азотом, чем железо с азотом, в результате чего вокруг скоплений азота повышается концентрация легирующих элементов, приводящая к упругим искажением пространственной решетки твердого раствора, и соответственно к высокой твердости азотированного слоя.
Технология процесса азотирования включает следующие стадии:
-предварительную термическую обработку заготовок (закалку и высокий отпуск, для получения повышенной прочности и вязкости в сердцевине изделия);
- механическую обработку деталей для придания окончательных размеров изделия;
- защиту участков, не подлежащих азотированию, нанесением тонкого слоя олова или жидкого стекла;
- азотирование.
Азотирование рекомендуется выполнять при Т = 500 – 520 °C в печах, через рабочее пространство которых пропускается аммиак (NH3). Диффузия азота в глубь детали идет с малой скоростью, поэтому для получения слоев толщиной 0,4 – 0,6 мм требуется выдержка 50 – 80 часов.