

Структура цементованного слоя
Типичная структура цементованного слоя на поверхности низкоуглеродистой стали после медленного охлаждения от температуры цементации показана на рис. 15.14.
3 2 1 Рис. 15.14. Микроструктура диффузионного слоя после цементации низкоуглеродистой стали, 200: 1 – заэвтектоидная; 2 – эвтектоидная; 3 – доэвтектоидная зоны
Структура после цементации получается крупнозернистой в связи с длительной выдержкой деталей при температуре науглероживания. Длительность изотермической выдержки при цементации зависит от заданной толщины слоя и марки цементируемой стали.
Процесс газовой цементации идет быстрее, так как не приходится нагревать ящик с карбюризатором (табл. 15.2). Кроме того, этот процесс легко регулируется и автоматизируется. На заводах работают автоматизированные агрегаты для цементации, которые регулируют процесс по углеродному потенциалу.
Таблица 15.2
Зависимость средних скоростей газовой цементации
низкоуглеродистых сталей от температуры и толщины слоя
Толщина слоя, мм |
vср, мм/ч, при t, °C |
||||||
850 |
875 |
900 |
925 |
950 |
975 |
1000 |
|
до 0,5 0,5 – 1 1 – 1,5 1,5 – 2 2 – 2,5 2,5 – 3 3 – 3,5 3,5 – 4 |
0,35 0,16 0,10 0,06 0,04 – – – |
0,40 0,20 0,15 0,10 0,07 – – – |
0,45 0,30 0,20 0,15 0,12 0,10 0,07 0,04 |
0,55 0,4 0,3 0,2 0,15 0,13 0,1 0,06 |
0,75 0,55 0,40 0,25 0,20 0,18 0,16 0,12 |
– 0,85 0,55 0,38 0,32 0,28 0,21 0,18 |
– 0,96 0,75 0,55 0,4 0,35 0,27 0,25 |
Термическая обработка после цементации
Для получения заданного комплекса механических свойств после цементации необходима дополнительная термическая обработка деталей.
В зависимости от условий работы, а также от выбранной для изготовления детали стали режим упрочняющей термической обработки может отличаться. Для тяжело нагруженных трущихся деталей машин, испытывающих в условиях работы динамическое нагружение, в результате термической обработки нужно получить не только высокую поверхностную твердость, но и высокую прочность (например, для зубчатых колес – высокую прочность на изгиб), а также высокую ударную вязкость. Для обеспечения указанных свойств необходимо мелкое зерно как на поверхности детали, так и в сердцевине. В таких ответственных случаях цементованные детали подвергают сложной термической обработке, состоящей их двух последовательно проводимых закалок и низкого отпуска.
При первой закалке деталь нагревают до температуры на 30 – 50 °C выше температуры Ac3 цементируемой стали. При таком нагреве во всем объеме детали образуется аустенит. Нагрев до температур, лишь немного превышающих Ac3, вызывают перекристаллизацию сердцевины детали с образованием мелкого аустенитного зерна, что обеспечивает мелкозернистость продуктов распада.
При второй закалке деталь нагревают до температуры с превышением на 30 – 50 °C температуры Ac1. В процессе нагрева мартенсит, полученный в результате первой закалки, отпускается, что сопровождается образованием глобулярных карбидов, которые в определенном количестве сохраняются после неполной закалки в поверхностной эвтектоидной части слоя, увеличивая его твердость. Вторая закалка обеспечивает также мелкое зерно в науглероженном слое.
Окончательной операцией термической обработки является низкий отпуск при 160 – 200 °C, уменьшающий остаточные напряжения и не снижающий твердость стали (рис. 15.15).
Ас3
Ас1
I
II
III
|
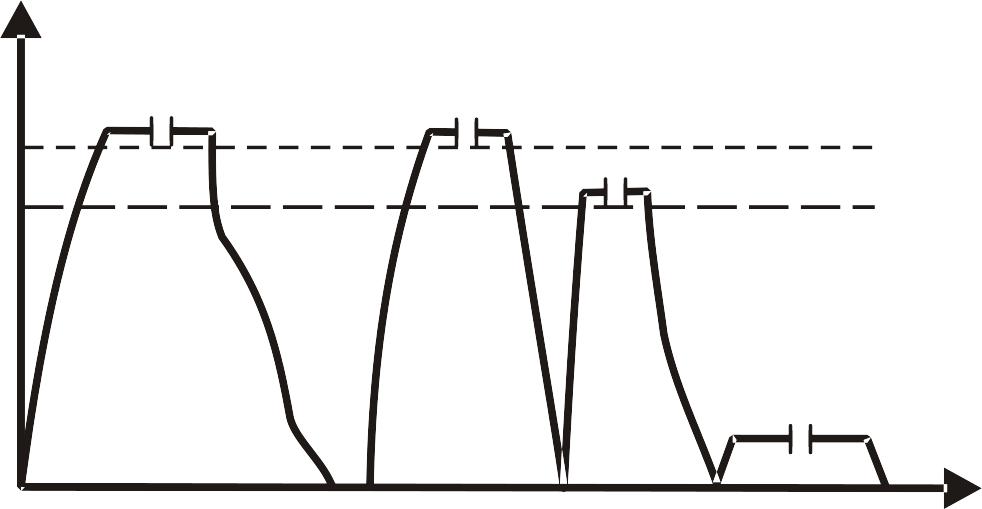
Рис. 15.15. Схема термической обработки ответственных деталей машин после цементации: I – цементация; II – двойная закалка; III – низкий отпуск
После двойной закалки и низкого отпуска поверхностный слой приобретает структуру отпущенного мартенсита с включениями глобулярных карбидов. Структура сердцевины детали зависит от легированности стали. Если для цементации выбрана углеродистая сталь, то из-за малой прокаливаемости в сердцевине получится сорбитная структура; если же цементировалась легированная сталь, то в зависимости от количества легирующих элементов сердцевина может приобрести структуру бейнита или низкоуглеродистого мартенсита. Во всех случаях из-за низкого содержания углерода будет обеспечена достаточно высокая ударная вязкость.
Если при цементации выбирают природно-мелкозернистые стали с содержанием углерода на поверхности близко к эвтектоидному, то и при одной закалке получают удовлетворительные свойства, как в сердцевине, так и в цементованном слое. Однократную закалку широко используют на заводах массового производства, где цементацию ведут в газовом карбюризаторе. Выгодно и удобно в этом случае закалку проводить после цементационного нагрева (рис. 15.16). Цементованные детали подвергают шлифованию.
|
|
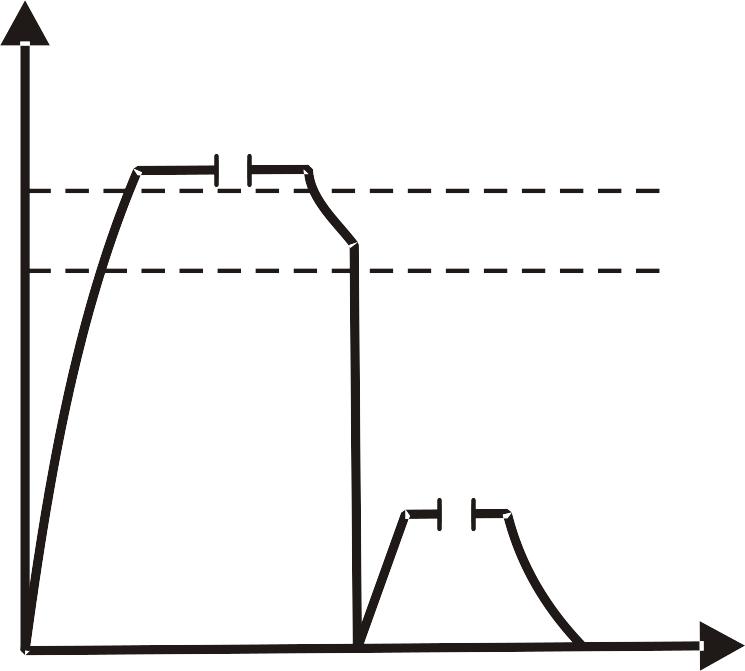

Рис. 15.16. Схема термической обработки при однократной закалке после цементации: I – цементация; II – подстуживание; III – закалка; IV – отпуск
Детали менее ответственного назначения после цементации подвергают более простой термической обработке, состоящей из одной закалки и низкого отпуска.