

2)По типу привода
- с пневмо-
- гидро-
-магнито-
-электроприводом
Пневмопривод
Достоинства:
при наличии централизованной пневмосети прост, дешев, надежен, пожаробезопасен.
Широкий диапазон регулирования скоростей
Большая перегрузочная способность
Плавность работы
Легко регулировать силу зажима.
Недостатки :
низкое давление воздуха в пневмосети приводит к большим габаритам при большой грузоподъёмности.
Низкий КПД
Высокая точность изготовления деталей
Необходимость наличия централизованной пневмосети.
Гидропривод:
Достоинства:
компактен
малая масса двигателя, и, следовательно, малая инерционность;
простота управления;
широкий диапазон регулирования скоростей;
большая перегрузочная способность;
плавность работы;
Недостатки:
- возможность утечек жидкости
-высокая точность изготовления деталей
-необходимость наличия индивидуальной гидростанции.
Электропривод
Недостатки:
- требуются малогабаритные двигатели постоянного тока;
3)По числу рабочих позиций
- однопозиционные
-многопозиционные
4)По виду управления
-неуправляемые
-командные
-жесткопрограммируемые
-адаптивные
Неуправляемые – с постоянным магнитом, вакуумные без принудительного разряжения, механические бесприводные. Требуют для сжатия предмета силу большую, чем удерживающая сила.
Командные ЗУ управляются только командами «захват» и «разжатие». Действие обратное команде выполняется за счёт взаимодействия ЗУ с предметом или элементами внешнего оборудования.
Жесткопрограммируемые ЗУ управляются СУР.
Адаптивные ЗУ – программируемые ЗУ, оснащенные различными датчиками внешней информации для определения формы и массы предмета, силы зажима и т.д.
5)По характеру крепления к руке робота
- несменяемые
-сменные
-быстросменные
- пригодные для автоматической замены
§9.Примеры применения ртк в машиностроении.
РТК по механической обработки (токарный)
РТК с напольным роботом (рис 40)

Робот 4 забирает заготовки 2 с поддона 1 и устанавливает на станок 3, снимает обработанные детали 6 со станка и укладывает в поддон 5. Замену поддонов производит автоматическая транспортная тележка с манипулятором. Робот может обслуживать 2 станка. Второй станок 7 показан пунктиром.
РТК с портальным роботом (рис 41)
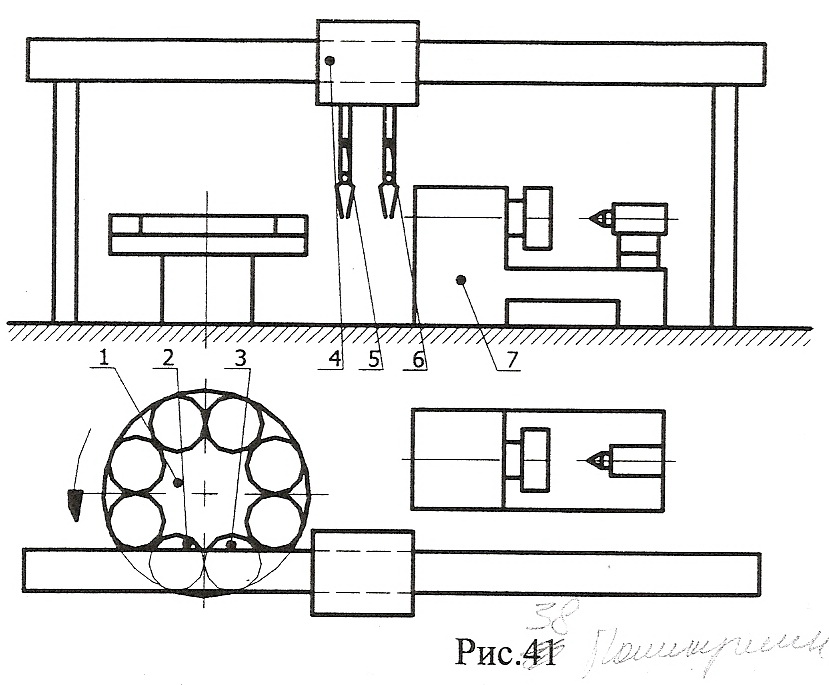
Включает ротерный накопитель 1, портальный робот 4 с двумя руками 5 и 6 и станок 7. При обработке детали робот 4 рукой 5 удерживает заготовку вблизи рабочей зоны станка. По окончании обработки робот рукой 6 снимает обработанную деталь со станка, а рукой 5 устанавливает заготовку на станок. В это время робот перемещается влево и останавливается над накопителем 1. Робот рукой 6 укладывает обработанную деталь на позицию 3 накопителя, а рукой 5 забирает с позиции 2 накопителя заготовку и перемещает её к рабочей зоне станка. В это время накопитель 1 поворачивается по стрелке на один шаг и подает на позицию 3 освободившуюся ячейку, а на позицию 2 очередную заготовку.
2) РТК для термической обработки (рис 42)
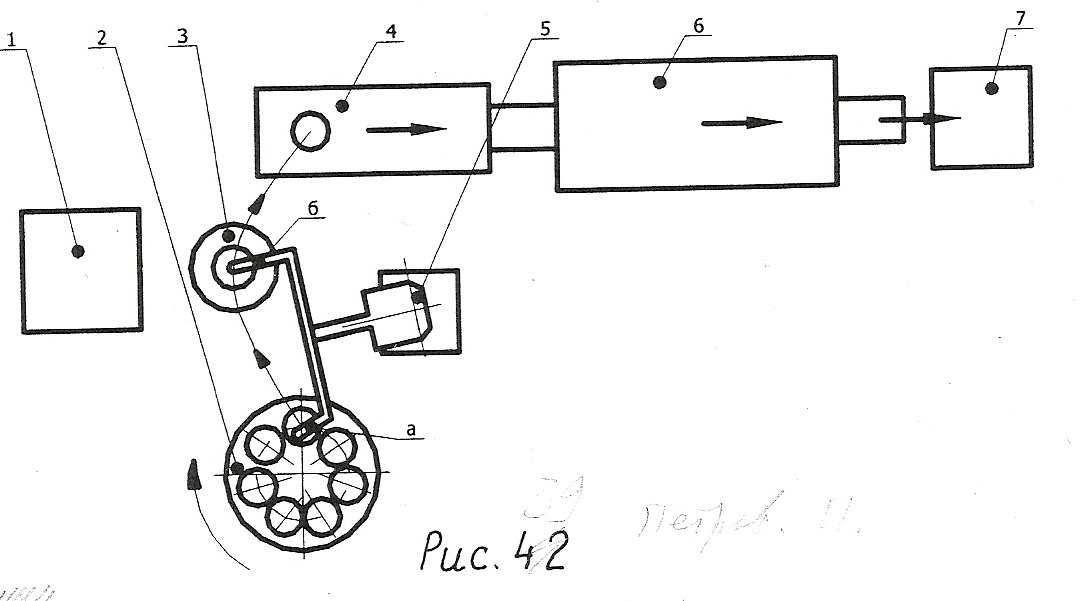
В исходном положении робот 5 (захваты «а» и «б») захватом «а» забирает заготовку с роторного накопителя 2, а захватом «б» извлекает нагретую деталь из индуктора ТВЧ, установленного на вращающемся столе 3 и питаемого от высокочастотного генератора 1. При движении руки робота по стрелке робот захватом «а» устанавливает заготовку в индуктор ТВЧ, а захватом «б» подаёт нагретую деталь в закалочную ванну 4. Затем рука робота возвращается в исходное положение. За время движения руки робота накопитель 2 поворачивается по стрелке на один шаг и подаёт под захват «а» руки робота очередную заготовку. Из закалочной ванны 4 деталь поступает в печь 6 для отпуска, а затем в накопитель 7.