

Часть2.Транспортирующие машины
Различают ТМ непрерывного и периодического транспортирования.
Глава1.Тм непрерывного транспортирования (тмнт)
ТМНТ перемещают насыпные и штучные грузы непрерывным потоком без остановок для загрузки и разгрузки. Эти машины бывают с гибким тяговым элементом и без него.
ТМНТ с гибким тяговым элементом.
В качестве ГТЭ применяются ленты, цепи, реже канаты.
§ 1. Ленточные конвейеры.
По форме профиля трассы (рис.1) различают горизонтальные(a), наклонные(б) и комбинированные(в).

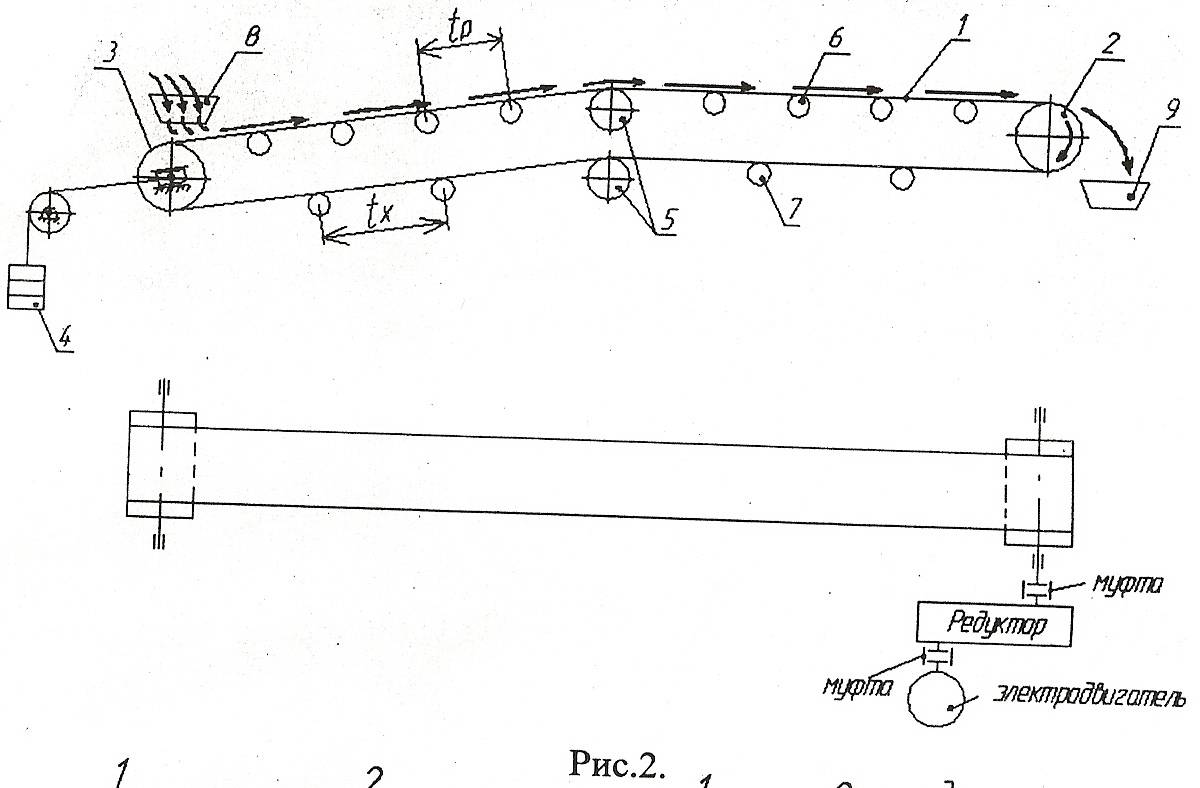
Схема ЛК представлена на рис.2:
1) лента-тяговый и несущий элемент. Применяются ленты резинотканевые, резинотросовые и стальные.
Резинотканевые (на рис.3а представлено поперечное сечение) имеют несколько слоёв, прорезиненных тяговых прокладок 2, находящихся в резиновом массиве1.
Тяговые тканевые прокладки изготавливают из синтетических или смеси синтетических или х/б нитей. Соединения концов ленты бывают: неразъемные (вулканизацией или на заклёпках) разъемные (на петлях или крючьях).
Резинотросовые ленты (на рис.3б представлено поперечное сечение) имеют в средней плоскости между тканевыми прокладками стальные канаты 3.
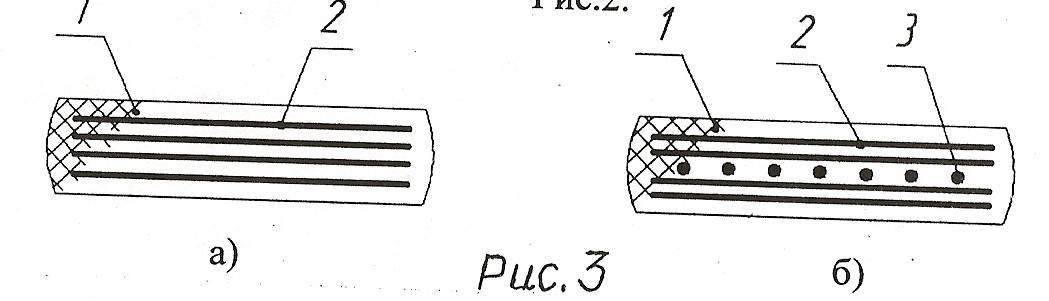
Эти ленты обладают хорошей гибкостью в поперечном направлении, малым удлинением под нагрузкой, повышенной прочностью и долговечностью, соединение концов ленты – вулканизацией встык или внахлёст. Скорость лент не более 5 м/с обычно.
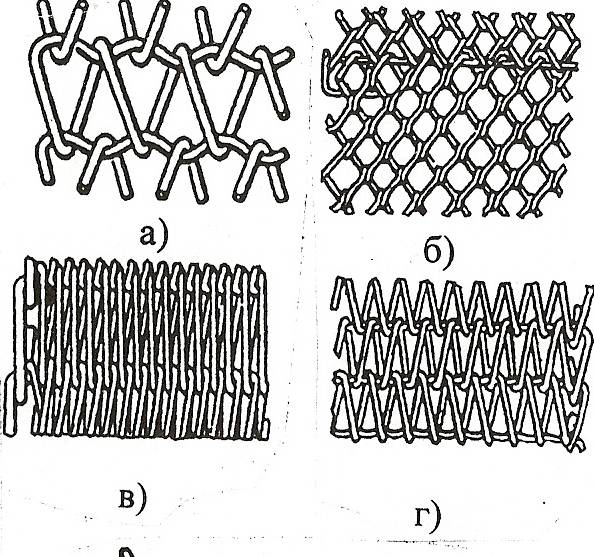
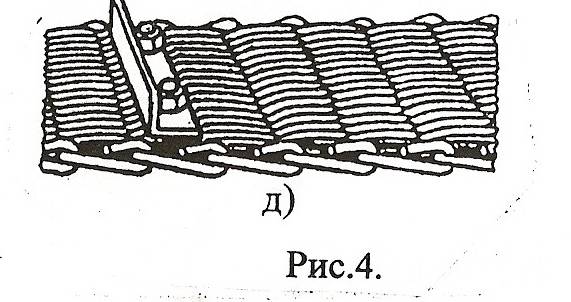
Стальные ленты бывают цельнокатаные в виде полосы толщиной 0,6…1,2 мм или из проволоки. Ленты из проволоки по способу изготовления бывают: плетеные (рис.4а,б)или шарнирно-звеньевые(рис.4в,г,д). Стальные ленты перемещают горячие грузы, хим. и пищевые продукты. В зависимости от назначения и условий эксплуатации ля изготовления лент применяют углеродистые, жаропрочные и коррозионностойкие стали. Соединение концов цельнокатаной ленты – неразъемное на заклепках или разъемное на петлях.
Скорости лент – обычно 1-2м/с, стальные цельнокатаные ленты – около 1м/с.
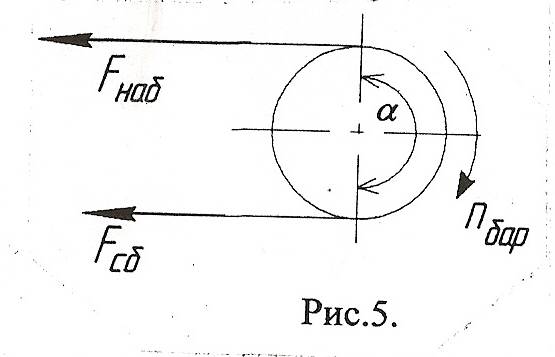
2)Приводной барабан. Запишем окружную силу на приводном барабане
![]()
![]() ,
где Fнаб и Fсб
– рис5 (лист 1) –это силы натяжения ветвей
ленты, набегающей на барабан и сбегающей
с барабана;
,
где Fнаб и Fсб
– рис5 (лист 1) –это силы натяжения ветвей
ленты, набегающей на барабан и сбегающей
с барабана;
f – коэффициент трения между барабаном и лентой;
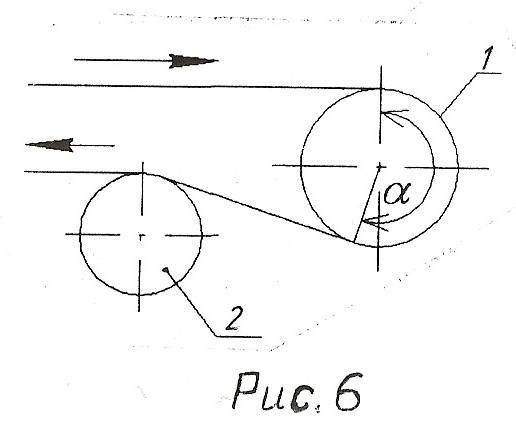
α – угол обхвата барабана лентой. Таким образом, для увеличения окр. силы надо увеличить f или повысить α. f повышают, покрывая поверхность барабана фрикционным материалом (обычно резиной). Угол α увеличивают, применяя отклоняющие барабаны (рис.6, позиция 2) или 2хбарабанный привод (рис.7 позиция 2).
На рис.6 и 7: 1 – приводной барабан,
2-отклоняющий барабан. При 2хбарабанном
приводе (рис.7) суммарный угол обхвата
α∑ 2хприводных барабанов лентой
будет равен
![]()

3) Концевой барабан. В конвейере на рис.2 он одновременно исполняет роль натяжного барабана.
4) Натяжное устройство – обеспечивает сцепление ленты с барабанами без проскальзывания, компенсируя удлинение ленты и ограничивая провисание ленты.
Натяжные устройства бывают винтовые и грузовые.
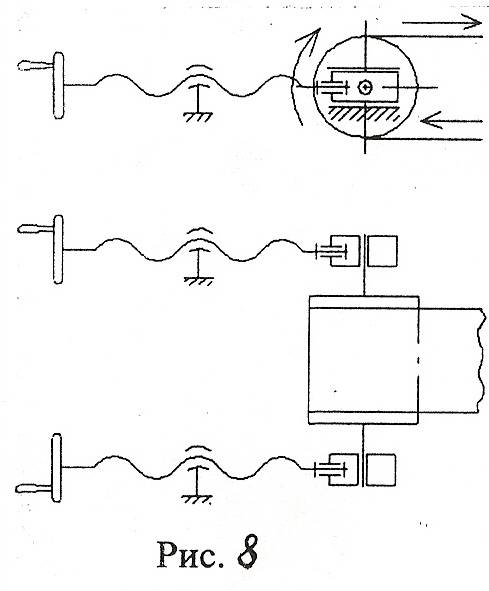
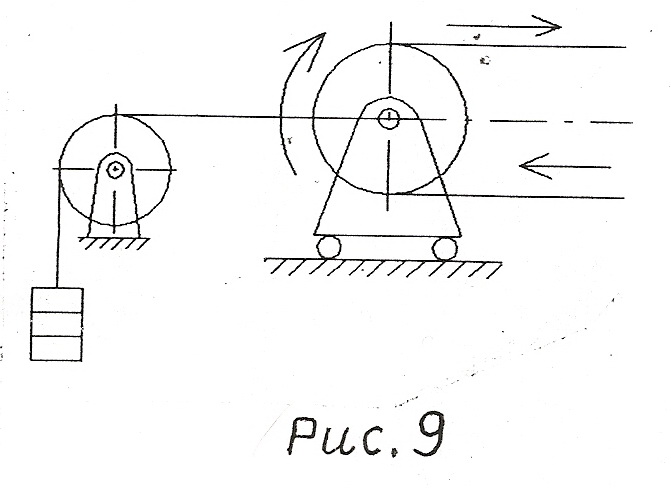
Винтовые натяжные устройства – рис. 8-2 применяются при длине конвейера до 60 м, опоры натяжного барабана устанавливают в ползунах. Грузовые натяжные устройства рис.2 и рис.9 применяются при любой длине конвейера.
Опоры натяжных барабанов установлены в ползунах или на специальной тележке рис.9.
5) Отклоняющие барабаны – изменяют профиль трассы конвейера.
6) Роликовые опоры на рабочей ветви конвейера ограничивают провисание ленты. Эти ролики устанавливают на подшипники по одному в каждой опоре или по нескольку в форме желоба рис.10-2.
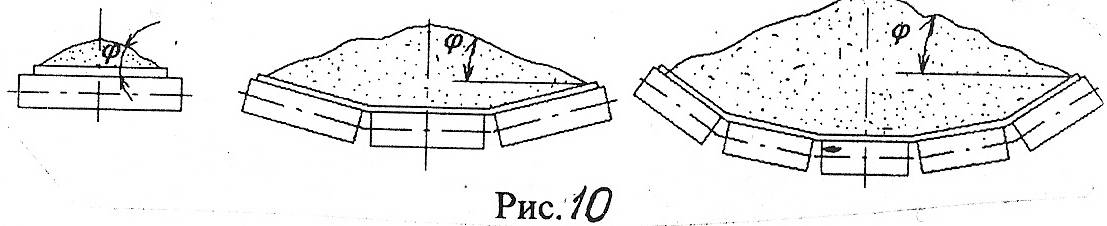
На рис.10-2
![]() - угол естественного откоса насыпного
материала на движущейся ленте.
- угол естественного откоса насыпного
материала на движущейся ленте.
![]() -
шаг роликов на рабочей ветви конвейера:
-
шаг роликов на рабочей ветви конвейера:
При перемещении насыпных материалов =1-1,5 м;
При перемещении штучных грузов шаг зависит от размеров и веса предмета.
7)Роликовые опоры на холостой ветви
конвейера – ограничивают провисание
ленты, в каждой опоре устанавливают по
1 прямому ролику.
![]()
8) Загрузочное устройство должно обеспечивать скорость и направление движения груза, близкие к скорости и направлению движения ленты, обычно устанавливается вблизи концевого барабана, но может быть установлено в любой точке трассы конвейера.
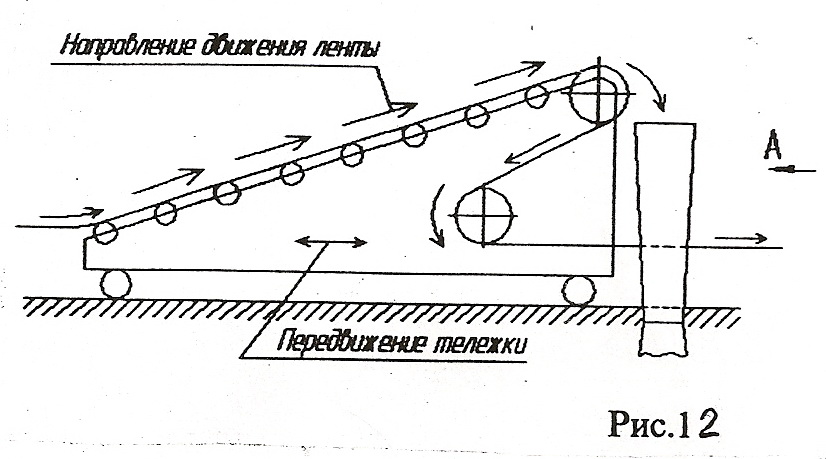
9) Разгрузочное устройство – самое простое – сброс груза с приводного барабана, как показано на рис.2. При необходимости разгрузочное устройство может быть установлено в любой точке трассы конвейера, в этом случае применяются плужковые разгружатели (рис.11 лист 2) или барабанные разгружающие тележки рис.12-2.
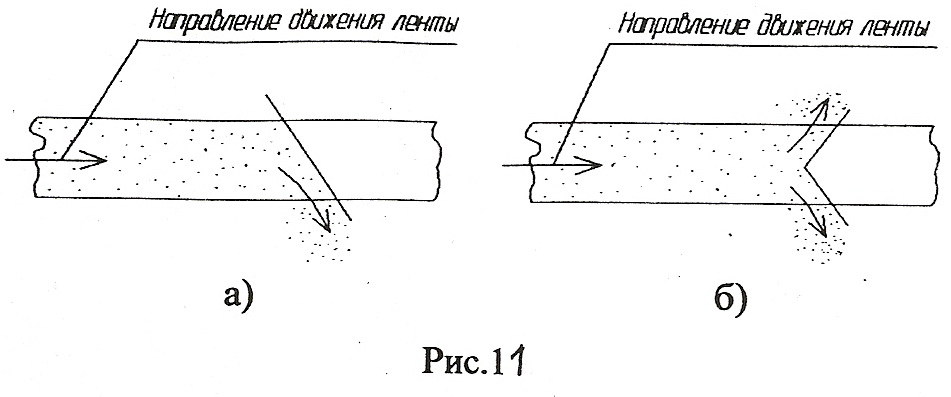
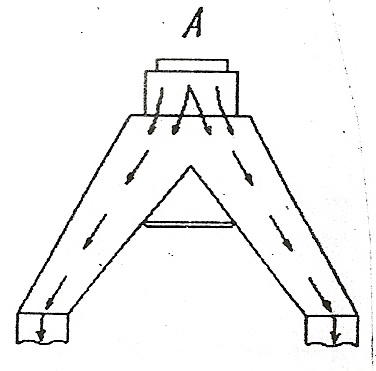
Плужковые разгрузчики – это щиты, установленные под углом к направлению движения ленты.
Достоинства – простота
Недостатки – износ ленты
- при разгрузке на одну сторону (рис.11а) появляется боковая сила, сдвигающая ленту с роликов.
Привод на конвейере состоит из Эл/дв, редуктора и соединительной муфты(рис. 2).
Муфта может отсутствовать.
Редуктор – зубчатый, червячный – нежелателен (из-за низкого КПД).