

2. Возможные варианты сборки и монтажа ячеек эу
Для упрощения анализа и разработки алгоритма ТП, а также выбора технологического оборудования, варианты размещения компонентов на плате целесообразно свести к 3 вариантам и их разновидностям (см. рис. 3). Каждый из вариантов имеет как свои плюсы, так и минусы (см. табл. 2). Необходимо помнить, что когда разработчик выбирает тип сборки, его целью должна быть минимизация числа операций, так как каждая операция увеличивает промышленную стоимость изделия.
Существует также четвертый вариант - чисто традиционный, когда традиционно - монтируемые компоненты (ТМК) (без ограничения по сложности) устанавливаются и монтируются с одной стороны платы, либо, что крайне редко, с двух сторон ПП, причем с обратной стороны устанавливают только единичный ТМК но в любом случае вариант IV неэффективен и, следовательно, неперспективен. Это связано не только с потребностью в монтажных отверстиях (при этом существенно возрастают массогабаритные показатели и ограничиваются функциональные возможности ЭУ), но и с потенциально большими затратами на сборочно - монтажные операции, т. к. стоимость автоматов для их выполнения
Таблица 2
Преимущества и недостатки вариантов сборки и монтажа I – III
Вариант сборки и монтажа |
Достоинства |
Недостатки |
I |
максимальной плотностью компоновки и степенью миниатюризации; самым высоким уровнем автоматизации высокоточной сборки при высокой воспроизводимости и малом разбросе электрофизических параметров ЭУ; одноступенчатым, автоматизированным, групповым процессом пайки; повышенной эксплуатационной надежностью и улучшенными выходными характеристиками; низкими затратами на изготовление и высоким выходом годных ЭУ; требует наименьшего времени выполнения всех технологических этапов в сравнении с другими вариантами за счет преимущественного использования групповых автоматизированных процессов и средств их осуществления; не требует ограничения по сложности конструкций ПМК, что существенно расширяет сферу применения ЭУ, изготовленных по данной технологии. |
необходимы не малые первоначальные затраты (особенно на технологическое оборудование); требует решения проблем согласования по ТКЛР материалов КП и компонентов, а иногда и теплоотвода, дефицита отдельных ПМК; требует переквалификации специалистов. |
II |
отличается некоторым выигрышем по плотности монтажа в сравнении с ТМ; уменьшением объема ЭУ на 10 – 30% (по сравнении с ТМ); одноступенчатым автоматизированным, групповым процессом пайки, пригодным для ТМ и ПМ, что упрощает выбор технологического оборудования и снижает затраты на его приобретение; предусматривает наименьшее число технологических операций в сравнении с другими вариантами. |
ограничения: по степени сложности конструкций ПМК; по их нагревостойкости; по уровню дефектности паянных соединений после пайки волной (так как волна припоя не обеспечивает его точного дозирования), а качество паек при этом во многом зависит от количества, шага и формы выводов ПМК, точности размеров клеевых соединений, плотности размещения и высоты посадки ПМК на КП, от расположения выводов (по одной, двум или четырем сторонам корпуса ПМК и др.); повышенные требования к адгезивам. Рекомендуемыми типами ПМК (выдерживающих температуру волны расплавленного припоя) являются чип-конструкции с типоразмерами не менее 0805; SOT, SOD; SOIC с L-образными выводами (для ИС в количестве не более 14), а в исключительных случаях – кристаллодержатели с L-образными (либо планарными) выводами и ограниченным до 16 количеством выводов. |
III |
большой выбор ПМК и ТМК, в том числе с учётом оптимизации выбора по их стоимости, сложности конструкции, выходным функциональным параметрам, массогабаритным показателям, температурной совместимости с материалами КП, минимальному количеству сборочных автоматов и другим критериям; большая точность монтажа, чем при реализации варианта II; уменьшение объема ЭУ на 20 – 60% по сравнению с ТМ; возможность использования, наряду с новыми, традиционных средств для сборки и монтажа; возможность изготовления уникальных ЭУ. |
невозможна без применения ручных процессов сборки и монтажа ТМК; требует дополнительных средств реализации сборочных и монтажных операций (при этом увеличивается парк технологического оборудования и количество разнообразной оснастки); требует многоступенчатого процесса пайки; затрудняет выполнение операций контроля, испытаний и устранения дефектов сборки и монтажа смонтированных ЭУ; сложен и дорог. |
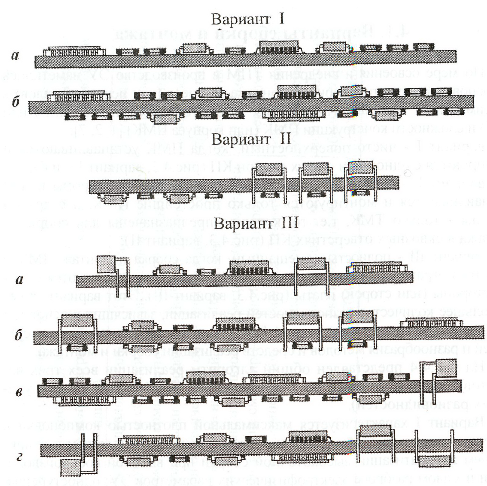
Рис. 3. Варианты сборки и монтажа ячеек ЭУ; I – сборка и монтаж любого набора компонентов только на поверхность платы на одной ее стороне (а) и с двух сторон (б); II – смешанно-разнесенные сборка и монтаж, т.е. ТМК с лицевой стороны платы, а простейшие ПМК – с обратной стороны платы; III – полностью смешанные сборка и монтаж, т.е. ТМК и ПМК – с лицевой стороны платы (а), ТМК и ПМК – с лицевой стороны платы и только простейшие ПМК – с обратной стороны платы (б), любой набор ПМК – с двух сторон платы и ТМК с одной стороны платы (в); любой набор ПМК и ТМК с двух сторон платы (в том числе и специальных компонентов) (г)
существенно превышает затраты на автоматизацию данных операций в ТПМ. Поэтому целесообразность выбора варианта IV может быть в некоторых случаях оправданна дефицитностью ПМК, либо потребностями макетирования ЭУ.
В ячейке ИММТ ПМК и ТМК монтируются как с одной, так и с другой стороны платы. Таким образом, сборка и монтаж будут осуществляться по варианту IIIг (см. рис. 4). Этот способ позволяет добиться высокой плотности монтажа, что требуется для данного устройства.

Рис. 4. Вариант сборки и монтажа ячейки ИММТ: 1 - ИС в корпусе типа QFP; 2 - чип – компоненты простейшие (R, C); 3 - чип – конденсатор танталовый; 4 - чип – индуктивность; 5 – транзистор в корпусе типа SOT; 6 - ИС в корпусе типа SOIC; 7 - ИС в корпусе типа SO; 8 - объемный соединитель розеточного типа; 9 – ИС в корпусе BGA; 10- диод фирмы DIALIGHT; 11 – лепесток (клемма); 12- ПП
Сборка и монтаж компонентов ячейки ИММТ будет осуществляться на многослойную ПП. Материал платы – фольгированный стеклотекстолит марки FR4.