

2 Структура единой системы допусков и посадок. Обозначение на чертежах
Посадка - характер соединения детали, определяемый величиной получающихся в нем зазоров или натягов. Для обеспечения взаимозаменяемости используется Система допусков и посадок - совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов (ИСО и ЕСДП). Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин.
Сочетанием полей допусков валов и отверстий могут быть получены разные посадоки. Для сокращения вариантов полей допусков приняты две системы посадок. отверстия и вала:
Посадки в системе отверстия — посадки, в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием (рис. 1, а), которое обозначают Н.
Для всех посадок в системе отверстия нижнее отклонение отверстия El= 0, т.е. нижняя граница поля допуска основного отверстия всегда совпадает с нулевой линией, верхнее отклонение ES всегда положительное и равно цифровому значению допуска, т.е. TD. Поле допуска основного отверстия откладывают вверх, т.е. в материал детали.
Посадки в системе вала — посадки, в которых различные зазоры и натяги получаются соединением различных отверстий с основным валом (рис. 1, б), который обозначают h. Для всех посадок в системе вала верхнее отклонение основного вала es= 0, т.е. верхняя граница поля допуска вала всегда совпадает с нулевой линией, нижнее отклонение el отрицательное и равно цифровому значению допуска по модулю. Поле допуска основного вала откладывают вниз от нулевой линии, т.е. в материал детали.
По технологическим причинам при обработке деталей проще обеспечить высокую точность размеров отверстий, поэтому преимущественное распространение получила система отверстия.
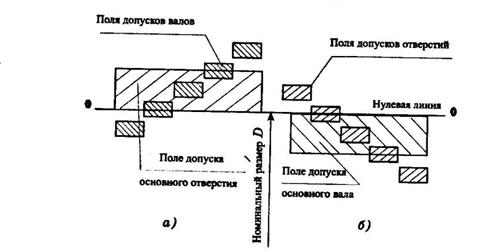 Рис.
1
Рис.
1
Различают посадки трех тиков: - с зазором, с натягом; переходные.
Вал и отверстие, образующие посадку, имеют один и тот же номинальный размер и различаются верхними и нижними отклонениями. По этой причине на чертежах над размерной линией, посадку обозначают после номинального размера дробью, в числителе которой записывают предельные отклонения для отверстия, а в знаменателе – аналогично для вала.
Разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия, называется натягом N . Посадка с натягом – это посадка, при которой обеспечивается натяг в соединении, а поле допуска отверстия расположено под полем допуска вала.
Наименьший N min и наибольший N max натяги важны для посадки с натягом:
Nmin имеет место в соединении, если в отверстии с наибольшим предельным размером D max будет запрессован вал наименьшего предельного размера dmin ;
Nmax имеет место при наименьшем предельном размере отверстия Dmin и наибольшим предельном размере вала dmax .
Разность размеров отверстия и вала до сборки, если размер отверстия больше отверстия вала, называют зазором S . Посадка, при которой обеспечивается зазор в соединении и поле допуска отверстия расположено над полем допуска вала, называют посадкой с зазором. Ее характеризует наименьший S min и наибольший S max зазоры:
S min имеет место в соединении отверстия с валом образуется, если в отверстии с наименьшим предельным размером D min , будет установлен вал с наибольшим предельным размером d max;
S max имеет место при наибольшем предельном размере отверстия D max и наименьшим предельном размере вала d min .
Разность между наибольшим наименьшим зазорами или сумма допусков отверстия и вала, составляющих соединения, называются допуском посадки.
Посадка, при которой возможно получение, как зазора, так и натяга, называют переходной посадкой. При этом поля допусков отверстия и вала перекрываются частично или полностью.
Поля допусков неответственных размеров могут быть односторонними (для отверстий - Н; для валов - h) или симметричными (для отверстий - Js; для валов - js, см. рис. 1
В табл. приводится обозначение полей допусков по группам. Сочетая каждую букв с H (h), и читая эти ряды слева направо, можно получить 11 посадок с последовательно уменьшающимися зазорами до нулевого, далее 4 переходные посадки и 12 посадок с увеличивающимся натягом. Указанные поля допусков определенным образом сгруппированы по квалитетам.

Поле допуска в ЕСДП образуется сочетанием основного отклонения (характеристика расположения) и квалитета (характеристика допуска). Соответственно условное обозначение поля допуска состоит из буквы основного отклонения и числа — номера квалитета, например: поля допусков валов: h6; d10; s7; поля допусков отверстий: Н6, D10, S7.
Посадка образуется сочетанием полей допусков отверстия и вала. Условное обозначение посадки выполняется в виде дроби или в одну строку, причем в числителе или на первом месте указывается обозначение поля допуска отверстия, а в знаменателе или на втором месте — вала: Н8/f7.
Примеры посадок: Посадки с зазором. Скользящие посадки (сочетание отверстия Н с валом h): Н6/h5; Н7/h6; H7/g6 - характеризуется минимальной по сравнению с остальными величиной гарантированного зазора. Н7/е8 – применяют в подшипниках скольжения. Переходные посадки. Предназначены для неподвижных соединений деталей, подвергающихся при ремонтах пли по условиям эксплуатации сборке и разборке. Посадка H7/m6 (типа тугой). Посадка H7/k6 (типа напряженной). Посадка H7/j6 (типа плотной) Посадки с натягом. H7/р6 применяют при малых нагрузках. Посадки H7/г6; H7/sб; H8/s7 - при небольших нагрузках. Посадки Н8/х8 и Н8/z8 – в тяжелонагруженных соединениях. Посадки с натягом высокой точности - Hб/p5; H6/г5; Н6/s5
Общие рекомендации по обозначению размеров и посадок на чертежах
На рабочем чертеже детали проставляют размеры, называемые номинальными, предельные отклонения размеров и условные обозначения полей допусков. Номинальный размер отверстия обозначают через D , а номинальный размер вала - d .
В том случаи, когда вал и отверстие образует одно соединение за номинальный размер соединения, принимают общий размер вала и отверстия, обозначаемый d(D).
Номинальный размер выбирают из ряда нормальных линейных размеров по ГОСТ, ограничивающих число применяемых размеров. Предусмотрены четыре основных ряда нормальных размеров (Ra5; Ra10; Ra20; Ra40) и один ряд дополнительных размеров. Предпочтительны ряды с более крупной градацией размеров, т.е. ряд Ra5 сведут предпочесть ряду Ra10 и т.д.
Поля допусков линейных размеров указывают на чертежах либо условными (буквенными) обозначениями основного отклонения (одна или две буквы) и квалитета (одна или две цифры), которые записываются после номинального размера, (для отверстия используют большие буквы, для вала – маленькие), либо числовыми значениями предельных отклонений, например:
для
вала - 40g6,
для отверстия - 25EF7.
Ø![]() Ø9F7(
Ø9F7(![]() );
Ø9h6(-0.009)
);
Ø9h6(-0.009)
Верхнее и нижнее отклонения записывают в две строки, причем верхнее отклонение располагают над нижним;
- верхнее или нижнее отклонения, равные нулю, не указываются.
- количество знаков в верхним и нижнем отклонениях выравнивают, при необходимости для сохранения одинакового числа знаков справа дописывают нули;
- когда верхнее отклонение равно по абсолютной величине нижнему отклонению, но противоположно по знаку, их значение указывают после знака ± цифрами.
Посадки сопрягаемых деталей и предельные отклонения размеров деталей, изображенных на сборочных чертежах, указывают дробью, в числителе которой приводится буквенное обозначение или числовое значение предельного отклонения отверстия либо буквенное обозначение с указанием справа в скобках его числового значения, а в знаменателе — аналогичное обозначение поля допуска вала. Пример:
-

Ø65 H7/g6; Ø9 F7/h6; Ø9F7h6(
 /-0.009)
/-0.009)
При обозначении посадки всегда присутствует буква H: в числителе большая Н (в системе отверстия) или в знаменателе h (в системе вала).
Если в числителе и знаменатели буквы одинаковы H и h, или если буква в алфавите перед Н-то посадка скользящая, чем ближе эта буква к началу алфавита – тем больше зазор.
Если в числителе и знаменатели буквы отличаются по месту на 1 или 3 позиции j, k,m, n – посадка переходная.
Если буква в знаменателе дроби при обозначении посадки следует по алфавиту после Н или h более чем на 3 позиции – то посадка с натягом, чем она дальше от Н, тем больше натяг.
Чем меньше цифры квалитетов в обозначении посадки, тем посадка более точная и ответственная. Цифры квалитетов в обозначении посадок числителя и знаменателя должны быть равны, или отличаться несущественно – на 1-2.