

3.2.6 Норма времени на ручную сварку в среде аргона неплавящимся электродом швов т1 3 согласно гост 14806 – 80
Таблица 20 - Нормирование шва Т1 3
№ |
Наименование работ |
№карты, позиция |
Время, мин |
Значение, коэффициент |
1 |
Установка и снятие изделий |
82,11б |
0,71 |
Тви |
2 |
Закрепить |
80,3а |
0,40 |
Тви |
3 4 |
Зачистка кромок перед сваркой |
76,1в |
0,59 |
Твш |
5 6 |
Сварка |
55,3б |
9,7 |
Т0 |
7 |
Зачистить сварной шов послойно |
69,4а |
0,32 |
Твш |
8 |
Рабочее место - в цехе на стенде |
|
|
К1=1 |
9 |
Тип производства - серийное |
|
|
К4=1,2 |
10 |
Осмотр и промер сварного шва |
70,1г |
0,22 |
Твш |
11 |
Клеймение и маркировка |
78,1а |
0,21 |
Тви |
12 |
Положение шва |
88,1а |
|
К2=1 |
13 |
Вид сварки и длина шва |
90,4г |
|
К3=1,21 |
Тнш=(9,7+0,59+0,32+0,22)=10,83 мин
Тшт1=(10,83*0,25+0,71+0,40+0,21)*1*1,2*1*1,20=5,7 мин*3=17,39мин=0,28 ч
Тшт2=(10,83*0,21+0,71+0,40+0,21)*1*1,2*1*1,2=5,17мин=0,08 ч
3.3 Определение трудоемкости по видам работ
3.3.1 Определение трудоемкости на сборку
Тн сб=(Тобщ+ Тпз)* N ( 8 )
Общего времени на сборку:
Тсб =
Определение времени сборки на программу:
Тн=
3.3.2 Определение трудоемкости на ручную сварку в среде аргона неплавящимся электродом
Тн св=(Тобщ+ Тпз)* N ( 9 )
Определение общего времени на сварку
N=8000 шт (годовая программа)
Тоб=15,06+17,39+5,17+13,2=50,82 мин=0,84 ч
Определение времени сварки на программу:
Тпз=10 мин
Тн=(0,84+0,17)*15000=15150 ч
3.3.3 Определение трудоемкости на автоматическую сварку в среде аргона неплавящимся электродом
Тн св=(Тобщ+ Тпз)* N ( 10 )
Определение общего времени на сварку
Тоб=10,5+15,6+11,8=37,9 мин=0,63 ч
Определение времени сварки на программу:
Тпз=10 мин
Тн=(0,63+0,17)*15000= 12000 ч
Таблица 21 – Общая трудоемкость на сборку и сварку (Тн)
Вид операции |
Сборка |
Ручная сварка в среде аргона неплавящимся электродом |
Автоматическая сварка в среде аргона неплавящимся электродом |
Норма времени (ч), Тшт |
0,47 |
0,84 |
0,63 |
Программа, (ч) Тн |
7050 |
15150 |
12000 |
Общая трудоемкость 34200 ч |
|
||
4 Экономическая часть
1) Расчёт трудоёмкости годовой программы по всем видам работ
Расчёт трудоёмкости по всем видам работ производить по формуле:
Ti = Tшт*N, где (11)
N - годовая программа
Тшт - трудоёмкость одного вида работ на одно изделие.
Tiсб=0,47*8000=7050
TiсвАрДС=0,84*8000=15150
TiсвАаДС=0,63*8000=12000
2) Расчёт оборудования и его загрузки
Для определения по группам качества оборудования и рабочих мест необходимы следующие данные:
- производственная программа;
- технологический процесс с указанием норм времени по операциям и применяемого оборудования;
-планируемый коэффициент выполнения норм;
-действительный годовой фонд времени работы единицы оборудования;
Расчёт ведётся раздельно по видам применяемого оборудования и рабочих мест. Расчёт сборочно-сварочного и другого оборудования необходимого для выполнения годового объёма работ производиться по формуле:
Ci=Ti/(Fд.o*Kн*Kp), где: (12)
Ti – трудоёмкость трудовой программы по данному виду работ в норма часах.
Fд.о – действительный годовой фонд времени работы единицы оборудования в час.
Kн – коэффициент выполнения действующих норм (Кн=1,05-1,1)
Кр-количество рабочих, одновременно занятых на единице указанного оборудования или на одном рабочем месте ручной работы, в чел.
Ссб=7050/(3888*1,1*1)=1,64~2 шт
СсвАрДс=15150/(3888*1.1*1)=3,54~4 шт
СсвАаДс=12000/(3888*1,1*1)=2,80 шт~3шт
Если в результате расчёта получиться дробное число, то оно округляется до большего целого числа, определяющего принятое число рабочих мест –
Спринятое
Процент загрузки оборудования и рабочих мест на участке определяется по формуле:
Кзагр.=(Срасч./Сприн.)*100% ( 13 )
Кзагр.сб=(1,64/2)*100%=80%
Кзагр.св=(3,54/4)*100%=88%
Кзагр.св=(2,80/3)*100%=93%
Таблица 22 – Расчётное оборудование участка.
Оборудование |
Трудоёмкость на годовую программу То нормо-час |
Коэффициент выполнения норм Кн |
Трудоёмкость на годовую программу То чел-час |
Количество рабочих занятых на единице оборудования Кр |
Трудоёмкость на годовую программу То станко-час |
Действительный годовой фонд времени работы оборудования Fд.о час. |
Количество оборудования |
% загрузки оборудования |
|
Расчётное Ср |
Принятое Спр |
||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Сборка |
7050 |
1.1 |
5454
|
1 |
7272
|
5454 |
|
|
93 |
Ручная аргонодуговая |
15150
|
1.1 |
11363 |
2 |
11363 |
5681 |
|
|
91 |
Автоматическая аргонодуговая |
12000
|
1.1 |
11363 |
2 |
10363 |
5681 |
|
|
99 |
Итого: |
34200 |
|
|
|
|
|
|
|
|
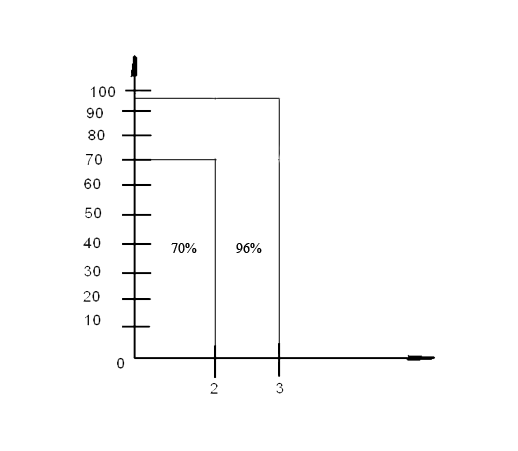
Рисунок 8 – График загрузки.
При проектировании участка (цеха) необходимо стремиться к тому, чтобы коэффициент загрузки оборудования или рабочих мест был возможно ближе к единице (к 100%).
На основание полученных данных составляем свободную ведомость оборудования.
Таблица 23 - Сводная ведомость оборудования.
Наименование оборудования |
Тип или марка |
Габариты,мм |
Вес,кг |
Количество,шт |
Мощность |
Цена |
Стоимость обор. с учетом монтажа,руб |
Общие затраты на все обор. И монтаж |
|||||||||
длинна |
ширина |
высота |
Единицы |
Общая |
|||||||||||||
Станок для автоматической сварки сосудов (1 горелка) |
|
2000 |
1500 |
1000 |
1200 |
1 |
|
|
45000 |
48000 |
48000 |
||||||
Станок для автоматической сварки сосудов (2 горелки)
|
|
3000 |
2500 |
1520 |
1500 |
1 |
|
|
60000 |
65000 |
65000 |
||||||
Инверторный аппарат ALLOY MC-250Т |
MC-250Т |
641 |
305 |
615 |
51 |
3 |
9,7 |
9,7 |
36550 |
38600 |
115800 |
||||||
Сварочная головка A2 S Mini Master |
A2 S Mini Master |
|
|
|
|
|
|
|
|
|
|
||||||
Итого 228800 |
|||||||||||||||||
Расчёт количества работающих в цехе или на участке.
Численность работающих участка (цеха, завода) складывается из следующих категорий:
основные производственные рабочие
вспомогательные рабочие
инженерно-технические работники (ИТР)
счётно-конторский персонал (СКП)
младший обслуживающий персонал (МОП).
Расчёт количества основных производственных рабочих.
Численность основных производственных рабочих определяется исходя из данных:
-общей трудоёмкости производственной программы для данного вида работ (из расчёта трудоёмкости), нормо-ч. (То)
-действительного годового фонда времени одного рабочего, час (Fд.р.)
-планируемого коэффициента выполнения норм, (Кн = 1,05 – 1,1)
Расчёт надо вести раздельно по каждой специальности рабочих (видам работ) и по каждому разряду по формуле:
 (14)
(14)
Расчёт действительного фонда времени
Расчет
действительного фонда времени (Fдр)
одного рабочего определяется по формуле:
![]()
Где Fно- номинальный фонд времени, ηНР – коэффициент использования номинального фонда времени, учитывающий невыходу на работу определяется
очередной отпуск..................................................5,1 – 5,9%
болезни и травматизм...........................................2,5 – 4,0%
отпуск по беременности.......................................0,6 – 0,8%
выполнение государственных и
общественных обязанностей...............................0,3 – 0,6%
потери внутри рабочего дня................................0,5 – 1,0%
ИТОГО невыходов................................................9,0 - 12,3
При
10% невыходов
Расчёт количества основных рабочих
Rсб=6000/2000*1=3чел
Rсв=12500/2000*1=6.25~6чел
Rсв=12500/2000*1=6.25~6чел
Общее количество основных рабочих 9 человек
Таблица 24 – Расчёт количества основных производственных рабочих
Профессия (вид работы) |
разряд |
Трудоемкость на годовую программу |
Действительный годовой фонд времени рабочего |
Коэффициент выполнения норм |
Расчетное количество рабочих |
Принятое количество основных рабочих |
|
|
|
|
|
чел. |
чел. |
Сборщик
|
3
|
6000
|
2000
|
1
|
3
|
3
|
Сварщик ручной аргонодуговой сварки |
4 |
12500 |
2000 |
1 |
6.25 |
6 |
Итого |
4 |
|
|
|
9.25 |
9 |
 час
час
Расчет количества вспомогательных рабочих.
При укрупненном расчёте нормативов может служить процентное соотношение между производственными и вспомогательными рабочими. Для сборочно-сварочных цехов численность вспомогательных рабочих не должна превышать 10-20% вспомогательных рабочих, а на отдельных производственных участках 25-30%.
Rвсп=Rосн·20%=9·0,2= 1.8=2 человека
Расчет количества ИТР , СКП , МОП.
Определение потребности в ИТР производится в процентах от общего числа производственных и вспомогательных рабочих.
В среднем принимают в %:
инженерно-технические работники (ИТР).......................8%
Rитр=( Rосн+ Rвсп)·8%=(9+2)·0,08= 0.88= 1 человек
счетно-конторский персонал (СКП)..................................3%
Rскп=( Rосн+ Rвсп)·3%=(9+2)·0,03=0.33 = 1человек
младший обслуживающий персонал(МОП)...................2%
Rмоп=( Rосн+ Rвсп)·2%=(9+2)·0,02= 0,22 =1 человек
Сводная ведомость работающих
Таблица 25 - сводная ведомость работающих
Категория работающих |
Количество |
Удельный вес, % |
Основные рабочие Вспомогательные рабочие И Т Р СКП МОП |
9 2
1 1 1 |
90% 7%
1% 1% 1% |
ВСЕГО |
14 |
100% |
Определение степени механизации и автоматизации работ
Одним из показателей механизации и автоматизации производства является степень охвата рабочих механизированным трудом, которая определяется по формуле:
 где:
(15)
где:
(15)
Rм-число рабочих выполняющих работу механизированным способом,
R-общее число основных производственных рабочих на рассматриваемом участке производства.
![]()