

Выборочный метод
Существует множество разнообразных методов отбора образцов, но выбор одного из них производится в зависимости от той или иной конкретной ситуации. Для контроля качества могут быть использованы следующие три метода выборки:
а) простая случайная выборка, при которой совокупность исследуемых объектов не разбивается предварительно на части; б) расслоенная случайная выборка, при которой совокупность объектов расчленяется (расслаивается) на части и в) систематическая выборка.
Применение чисто случайной выборки лучше всего иллюстрируется условным примером контроля качества изделий поточного производства. Предположим, что в течение десятидневного периода должна быть произведена партия определенных изделий в 10 тыс. единиц. Пользуясь методом чисто случайной выборки, требуется на основе проверки 500 изделий установить качество всей партии в 10 тыс. изделий. Для этого производится следующая процедура.
Карточки (или ярлыки и т. п.), пронумерованные от 1 до 10 тыс. (номер каждой карточки соответствует номеру определенного изделия), кладутся в ящик, тщательно перемешиваются и затем из ящика наугад поочередно извлекаются 500 карточек. Со строго теоретической точки зрения каждая ранее вынутая карточка должна быть снова опущена в ящик, так как при каждой повторной выборке шансы на извлечение любой карточки из данной совокупности карточек должны оставаться неизменными. Но на практике это теоретическое требование обычно не соблюдается, поскольку практическим работникам трудно объяснить, что одна и та же выборочная единица может соответствовать двум или более статистическим наблюдениям. Среди методов чисто случайной выборки наиболее экономичным с точки зрения затрат времени является метод, основанный на применении таблицы случайных чисел.
Табл. А в Приложении III представляет собой таблицу пятизначных случайных чисел. Допустим, что первое изделие обозначено четырехзначным числом 0000, второе — числом 0001 и т. д. вплоть до 10-тысячного изделия, обозначенного числом 9999. Удобнее начинать с верхнего левого угла таблицы; читая слева направо, получим первые десять случайных чисел: 1048, 0150, 1101, 5360, 2011, 8164, 7916, 4669, 1791, 4194. После того как таким же образом будут получены случайные числа для всей выборочной партии в 500 единиц, эти числа должны быть расположены в порядке последовательности возрастания их значений. Прибавляя единицу к порядковому номеру каждого случайного числа из данного ряда чисел, получим номер изделия, подлежащего проверке.
При использовании таблицы случайных чисел действует правило запрета повторения пройденного пути при отборе случайных чисел. Эта таблица может и должна быть использована для записи числовой последовательности в любых направлениях (в горизонтальном, вертикальном, диагональном или любой комбинации этих направлений), но при обязательном условии соблюдения упомянутого выше правила. В действительности на основе этой таблицы может быть составлено значительно больше числовых последовательностей, скажем путем отбрасывания первой цифры и присоединения следующих по порядку цифр. Применяя этот прием, например, к числовому ряду, который был использован выше, можно получить для первых десяти случайных чисел последовательность: 1048, 0480, 4801, 8015, 0150, 1501, 5011, ОНО, 1101, 1015. Поскольку числа в этой таблице подобраны произвольно, какие-либо систематические ошибки исключаются. Целью этой операции является создание таких условий, при которых каждая единица партии (или совокупности) изделий имела бы одинаковые шансы быть отобранной в процессе выборки. Нетрудно заметить, что для крупных партий изделий этого нельзя достигнуть с помощью небольших таблиц.
Систематические ошибки выборки связаны с исключением или включением в нее определенных изделий, причем иногда это делается сознательно, а иногда совершенно непреднамеренно.
Так, на практике может оказаться трудным подготовить контролеров, занимающихся визуальным контролем и привыкших к сплошной проверке, производить отбор образцов безотносительно к качеству изделий. Поскольку у таких контролеров укоренилась тенденция к тому, чтобы производить отбор только дефектных изделий, постольку неизбежными являются непреднамеренные систематические ошибки выборки. Сознательные и преднамеренные ошибки выборки характерны для второго и третьего выборочных методов — для расслоенной и систематической выборки.
Предположим, что изделия худшего качества выпускаются в определенное время дня и в определенные дни недели. В связи с этим возникает вопрос о целесообразности такого отбора, при котором продукция, производимая в эти периоды, была бы представлена в выборке пропорционально своей доле во всей произведенной продукции. Например, если в эти периоды выпускается 10% всей продукции, то выпущенные в это время изделия должны составлять 10% всей выборки.
В нашем иллюстративном примере производится в среднем 125 изделий в час
Таким образом, вся партия расслаивается на части по 125 изделий в каждой, из которых должна быть произведена выборка. За каждый час производства отбирается на основе соблюдения принципа случайной выборки около шести изделий (при помощи таблицы случайных чисел). Поскольку вероятность выбора того или иного изделия в этом случае неравнозначна, выборка оказывается преднамеренно искаженной. Иными словами, если принять решение отбирать образцы изделий из партии, произведенной за первый час работы, то при этом исключается возможность отбора изделий, изготовленных в другие часы. Тем не менее такой способ вполне оправдан, поскольку даже чисто интуитивно очевидно, что расслоенная выборка является более репрезентативным и, следовательно, более надежным методом отбора образцов. Выборки, производимые с помощью статистического метода, как правило, подвергаются более или менее детальному расслоению.
При поточном производстве можно без труда добиться репрезентативности путем правильного определения доли выборки в общем числе произведенных изделий, образующих данную партию. В данном случае эта доля составляет 500/10ooo — 1/го- Следовательно, инструкциями по выборочной проверке должен быть предусмотрен отбор одного из каждых двадцати изделий на основе соблюдения принципа случайной выборки.
 Систематическая
выборка может быть рандомизированной
или чистой. Чистая выборка производится
просто путем отбора образцов с заданной
частотой выборки, без всякой попытки
рандомизировать эту процедуру. Так,
если требуемая доля выборки составляет
1/20,
то для проверки отбирается каждое
20-е изделие. Соблюдение принципа
случайности может быть до
Систематическая
выборка может быть рандомизированной
или чистой. Чистая выборка производится
просто путем отбора образцов с заданной
частотой выборки, без всякой попытки
рандомизировать эту процедуру. Так,
если требуемая доля выборки составляет
1/20,
то для проверки отбирается каждое
20-е изделие. Соблюдение принципа
случайности может быть до
 стигнуто
рандомизацией исходных моментов
следующих друг за другом периодов
производства. Например, в первый день
могут быть отобраны 5-е, 25-е, 45-е, 65-е и т.
д. изделия, на второй день — 11-е, 31-е, 51-е
и т. д. изделия, и точно таким же образом
производится рандомизация всех
последующих периодов производства.
Вполне понятно, что если этот процесс
является случайным по самой своей
природе, то в этом случае нет никакой
необходимости вводить искусственную
рандомизацию. Чаще всего искусственная
рандомизация относится к автоматизированному
производству. Источником систематических
ошибок обычно бывают люди, реже — машины.
Такие ошибки теоретически возможны
также и в чистой систематической выборке
стигнуто
рандомизацией исходных моментов
следующих друг за другом периодов
производства. Например, в первый день
могут быть отобраны 5-е, 25-е, 45-е, 65-е и т.
д. изделия, на второй день — 11-е, 31-е, 51-е
и т. д. изделия, и точно таким же образом
производится рандомизация всех
последующих периодов производства.
Вполне понятно, что если этот процесс
является случайным по самой своей
природе, то в этом случае нет никакой
необходимости вводить искусственную
рандомизацию. Чаще всего искусственная
рандомизация относится к автоматизированному
производству. Источником систематических
ошибок обычно бывают люди, реже — машины.
Такие ошибки теоретически возможны
также и в чистой систематической выборке
в том случае, если фаза самой выборки совпадает с отдельным циклом производственного процесса. В этом случае рандомизация исходных моментов дает возможность устранить такого рода ошибки.
Различные способы выборки из стабильных партий (под термином «партия» здесь понимается практикуемое в производстве объединение произведенных изделий в более или менее однородные группы) показаны на рис. 2-1. В каждом из трех случаев весь прямоугольник обозначает стабильную партию произведенных изделий. Каждый пронумерованный квадрат, расположенный внутри большого прямоугольника, представляет собой ячейку или площадь, разделенную пунктирными линиями на четыре равные части (сегменты). Для простоты и большей наглядности размеры выборки были ограничены 20 изделиями. При чисто случайной выборке отбор образцов из ячеек и из сегментов внутри каждой ячейки полностью рандомизирован. При расслоенной случайной выборке изделие выбирается обязательно из каждой ячейки, а выбор сегмента из данной ячейки остается рандомизированным. При систематической же выборке полностью отсутствует какой бы то ни было элемент рандомизации.
ПОКАЗАТЕЛИ ДЕЛОВОЙ АКТИВНОСТИ |
Последняя неделя i |
Предшествующая неделя |
Соответствующая неделя предшествующего года |
Промышленность |
|
|
|
Производство стального литья (1000 т нетто) 2 |
1 775 3 |
1 726 |
2 604 |
Потребление электроэнергии (млн. квт-ч.) |
13 200 3 |
13 572 |
13 023 |
Добыча битуминозного угля (1000 т) |
8 4153 |
8 365 |
8 248 |
Добыча нефти (среднесуточная —1000 баррелей) |
6 8003 |
6 815 |
7 032 |
Объем строительства (млн. долл.) |
648,0 |
389,1 |
317,1 |
Выпуск легковых и грузовых автомобилей |
|
|
|
в США и Канаде |
149 014 3 |
180 843 |
162 200 |
Торговля, транспорт |
|
|
|
Погрузка вагонов (1000 вагонов) |
590 3 |
640 |
683 |
Перевозки автотранспорта (изменение по срав- |
|
|
|
нению с прошлым годом, %) |
-1,8 |
-4,8 |
+29,8 |
Банкротства (по данным «Дан энд Брэдстрит») |
299 |
313 |
264 |
Количество денег в обращении (млн. долл.) 4 |
31 811 |
31 684 |
31 G45 |
Товарооборот универсальных магазинов (изме- |
|
|
|
нение по сравнению с прошлым годом, %)* |
+ 14 |
—1 |
+ 5 |
Финансы |
|
|
|
Банковские клиринговые расчеты (по данным |
|
|
|
«Дан энд Брэдстрит», млн. долл.) |
23 916 |
25 068 |
24176 |
Общая сумма государственного долга (млрд. |
|
|
|
долл.) |
289,2 |
288,6 |
286,4 |
Размер долговых обязательств, Нью-йоркская |
|
|
|
фондовая биржа (NYSE) (млн. долл.) |
24,4 |
26,2 |
27,5 |
1 Данные, полученные путем опроса. 2 Еженедельная производительность в тоннах |
|||
нетто: 1960 г.—2 849 306; 1959 г.—2 831 846. з Предварительные данные. •» |
|
||
Федеральное резервное управление. |
|
|
|
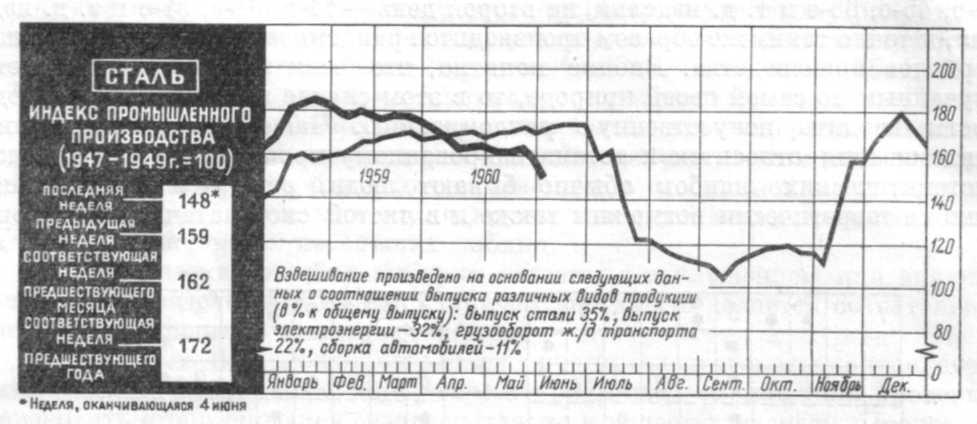
Рис. 2-2. Иллюстрация различных способов представления статистических данных.
,
ПРЕДСТАВЛЕНИЕ ДАННЫХ КОНТРОЛЯ КАЧЕСТВА
Представление данных является чрезвычайно важной операцией процесса контроля качества. Психологическое воздействие, стимулирующее стремление к достижению лучшего качества продукции, во многом зависит от представления статистических данных в виде контрольных карт и графиков.
Обычно для представления статистических данных пользуются следующими способами:
а) составление таблиц,
б) сравнительное описание,
в) сопоставление индексов,
г) графическое изображение.
На рис. 2-2 показаны все эти четыре способа представления данных. Таблица, озаглавленная «Показатели деловой активности», представляет собой иллюстрацию в табличной форме положений, содержащихся в описательной части рисунка. Верхний чертеж дает представление о графическом и индексном оформлении данных, характеризующих динамику производства сталелитейной промышленности. Рядом дается сравнительное описание индексов развития этой отрасли за текущий и прошлый периоды. Согласно общепринятому определению, индекс есть отношение показателя текущего периода к соответствующему показателю базисного периода. В рассматриваемом примере за 100 был принят средний уровень промышленного производства за 1947—1949 гг. Таким образом, использованная здесь формула для исчисления индекса принимает вид
![]()
Из приведенного примера видно, что одновременное использование двух или более способов представления данных дает возможность получить более полную характеристику исследуемого явления. Принцип, которым следует руководствоваться при представлении статистических данных,— это полнота в сочетании с простотой и ясностью.