

Глава 5
Контроль качества процесса по качественным признакам
Термин «качественный признак» в том смысле, в котором он употребляется применительно к контролю качества, служит для определения годности или дефектности данного изделия. Иначе говоря, он показывает, соответствует ли данная качественная характеристика изделия заданным требованиям стандартного качества или нет. При контроле по качественному признаку обычно применяются измерительные приспособления типа «годен — негоден». Так, например, с помощью цилиндрического калибра все изделия разбиваются на две категории — изделия, соответствующие стандарту, и изделия, не соответствующие ему. Точно так же визуальный контроль качества покраски делит изделия на две категории — хорошо покрашенные и плохо покрашенные. Ошибки при перепечатывании машинописной страницы могут быть самыми разнообразными, но для каждой напечатанной буквы есть две возможности или два качественных признака — она может быть правильной или ошибочной. Аналогичным образом рабочие могут быть подразделены на опоздавших и пришедших вовремя, на тех, с которыми произошел несчастный случай, и на тех, с которыми такой случай не произошел. Ситуация «или — или» типична для контроля качественных признаков. Контрольная карта, применяемая при проверке качественных признаков, называется картой контроля качественных признаков. Такая контрольная карта очень полезна как средство обеспечения качества продукции в процессе самого производства, а также для выявления качественных признаков, наиболее подверженных отклонениям, и для информации руководства предприятия о качестве выпускаемой продукции.
Проведение контроля в целях обеспечения качества продукции в процессе самого производства предполагает рациональное решение тех задач, которые являются наиболее перспективными с точки зрения более производительного использования человеко-часов рабочего времени, затрачиваемого на проведение контроля. Из различных возможных средств контроля качества следует выбирать те средства, применение которых связано с наименьшими затратами и обеспечивает наибольшие результаты. Самой высокой оценки заслуживает карта контроля качественных признаков, представляющая собой первое средство контроля качества всего производственного процесса, взятого в целом, а также удобную форму информации руководства предприятия и потребителей о качестве производимой продукции. Эта карта должна также широко использоваться при разработке программы обеспечения качества, так как она дает возможность обнаружить участки производственного процесса, которые представляют наибольшую опасность с точки зрения возможности нарушения установленных стандартов качества.
Карта контроля процента дефектных изделий
Карта контроля процента дефектных изделий является одним из самых распространенных видов контрольных карт. Она отличается большой гибкостью и применима во всех случаях, когда контролируемые признаки имеют биномиальное распределение. Обычно этот тип контрольной карты применяют для контроля продукции, доля брака которой не должна превышать 10%.
 Это
ограничение не обязательно, когда карта
применяется для контроля качественных
признаков, не относящихся к продукции.
Следует иметь в виду, что эти 10% установлены
фактически произвольно, они продиктованы
практическими соображениями. В самом
деле, что можно сказать о предприятии,
выпускающем, скажем, 25% дефектных изделий?
Для тех случаев, когда ожидаемый процент
брака может превышать 10%, отклонение
качества обычно измеряют числом дефектов
на одно изделие или же числом дефектов
на сотню изделий. Последнее звучит более
привычно и лучше воспринимается.
Это
ограничение не обязательно, когда карта
применяется для контроля качественных
признаков, не относящихся к продукции.
Следует иметь в виду, что эти 10% установлены
фактически произвольно, они продиктованы
практическими соображениями. В самом
деле, что можно сказать о предприятии,
выпускающем, скажем, 25% дефектных изделий?
Для тех случаев, когда ожидаемый процент
брака может превышать 10%, отклонение
качества обычно измеряют числом дефектов
на одно изделие или же числом дефектов
на сотню изделий. Последнее звучит более
привычно и лучше воспринимается.
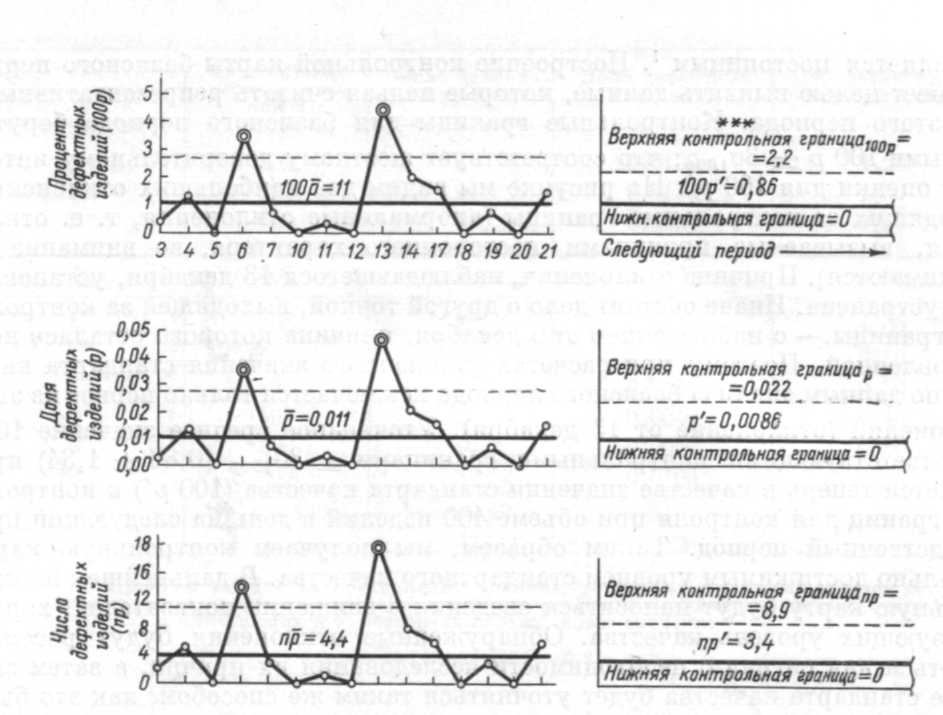
На рис. 5-1 приведен пример расчетов при анализе данных базисного периода, имеющих целью определить уровень стандартного качества и значения контрольных границ для определения процента дефектных изделий (100р). На этом же рисунке приведены контрольные карты с данными о проценте (р) и о числе дефектных изделий (пр) для того, чтобы показать равнозначность обоих способов выражения отклонения качества продукции от установленных стандартов. Как уже указывалось, существует мнение, что в практических условиях на предприятии обычно отдается предпочтение кар
 там
контроля числа (пр)
дефектных
изделий, так как такое выражение уровня
качества является более наглядным и
понятным для рабочих. Однако автору
настоящей книги в его практической
деятельности почти не приходилось
встречать рабочих, которые не знали бы,
что такое процент. Арифметические
действия с дробями и процентами
действительно могут представлять для
рабочих некоторую трудность, но они
всегда ясно представляют себе, что такое
процент. Для администрации также удобнее,
чтобы показатели качества были выражены
в процентах.
там
контроля числа (пр)
дефектных
изделий, так как такое выражение уровня
качества является более наглядным и
понятным для рабочих. Однако автору
настоящей книги в его практической
деятельности почти не приходилось
встречать рабочих, которые не знали бы,
что такое процент. Арифметические
действия с дробями и процентами
действительно могут представлять для
рабочих некоторую трудность, но они
всегда ясно представляют себе, что такое
процент. Для администрации также удобнее,
чтобы показатели качества были выражены
в процентах.
 Приведенный
пример предназначен для иллюстрации
ряда характерных моментов составления
и анализа контрольной карты с данными,
выраженными в процентах. Читатель
обратит внимание на то, что мы произвели
расчет
Приведенный
пример предназначен для иллюстрации
ряда характерных моментов составления
и анализа контрольной карты с данными,
выраженными в процентах. Читатель
обратит внимание на то, что мы произвели
расчет
в данном случае не было, так как число контролируемых изделий в приведенном примере является постоянным. Однако применение расчета средней взвешенной является необходимым, когда число контролируемых изделий
не является постоянным Построение контрольной карты базисного перис да имеет целью выявить данные, которые нельзя считать репрезентативным для этого периода. Контрольные границы для базисного периода берутс равными 100 р ± Зсг10ор, что соответствует жесткому доверительному интет валу оценки для 100 р'. На рисунке мы видим два наибольших отклонения выходящих за контрольные границы (анормальные отклонения, т. е. отклс нения, вызываемые причинами постороннего характера, во внимание н принимаются). Причина отклонения, наблюдавшегося 13 декабря, установле на и устранена. Иначе обстоит дело с другой точкой, выходящей за контроль ные границы,— с наблюдением от 6 декабря, причина которого осталась неу становленной. Поэтому при расчетах уточненного значения стандарта каче ства по данным анализа базисного периода исключается только первое из эти; отклонений (отклонение от 13 декабря). Уточненное среднее значение 100^ с соответствующими контрольными границами ± Зоюор (0,86 ± 1,34) при нимается теперь в качестве значения стандарта качества (100 р') и контроль ных границ для контроля при объеме 400 изделий в день на следующий про изводственный период. Таким образом, мы получаем контрольную карт} с реально достижимым уровнем стандартного качества. В дальнейшем на кон трольную карту будут наноситься сведения о движении показателей, харак теризующих уровень качества. Обнаруженные отклонения будут рассматриваться как сигнал о необходимости исследования их причин, а затем значение стандарта качества будет уточняться таким же способом, как это былс сделано при анализе данных базисного периода.
Для установления целесообразности введения нового значения стандартного качества можно использовать критерий значимости. В качестве примера предположим, что значение ЮОр, исчисленное на основе анализа данных за следующий период контроля, охватывающий 5000 проверенных изделий, оказалось равным 0,50. Применив критерий значимости, получаем
![]()
Уровень значимости, соответствующий значению к = 2,44, равен 0,007. Это означает, что вероятность получения значения ЮОр = 0,50, исчисленного по результатам контроля 5000 изделий, отобранных из генеральной совокупности со значением ЮОр' = 0,86, составляет только семь шансов из тысячи. В принципе такое отклонение следует считать значимым; однако при использовании критерия значимости в ситуациях, подобных рассматриваемой, уровень значимости следует определять менее жестко, тогда ущерб от этой ошибки будет незначительным, в то время как применение завышенного значения стандарта качества может обойтись очень дорого.
При колебании числа контролируемых изделий, которое часто имеет место при сплошной проверке, необходимо знать значения контрольных границ, соответствующих этим колебаниям. На рис. 5-2 дается представление о построении карты контроля процента дефектных изделий при колеблющемся объеме проверки. Поскольку различных значений контрольных границ в принципе надо иметь столько же, сколько наблюдается различных значений объема проверки, очень часто практикуется исчисление среднего объема проверки для данного изделия. Использование среднего значения вполне допустимо в тех случаях, когда разброс между отдельными значениями объема проверки не слишком велик. Если большая часть значений
1 Мы пользуемся здесь термином «число контролируемых изделий» вместо того, чтобы говорить об объеме выборки, потому что контрольную карту можно строить как для п, равного объему выборки, так и для сплошной проверки. Процентная контрольная карта определяет вероятностные пределы рассеяния биномиального распределения, я с этой точки зрения поэтому несущественно, носит ли проверка выборочный или сплошной характер. Существенно лишь абсолютное число изделий, подвергающихся контролю.
Номер партии |
Число проверенных изделий п |
Число дефектных изделий пр |
Доля дефектных изделий р |
% дефектных изделий 100 р |
||
1 |
500 |
6 |
0,0120 |
1,20 |
||
2 |
600 |
9 |
0,0150 |
1,50 |
||
3 |
600 |
4 |
0,0067 |
0,67 |
||
|
4 |
300 |
9 |
0,0300 |
3,00 |
* |
5 |
300 |
3 |
0,0100 |
1,00 |
||
6 |
600 |
3 |
0,0050 |
0,50 |
||
7 |
200 |
1 |
0,0050 |
0,50 |
||
8 |
500 |
2 |
0,0040 |
0,40 |
||
9 |
200 |
1 |
0,0050 |
0,50 |
||
10 |
200 |
2 |
0,0100 |
1,00 |
||
|
√∑n = 4000 |
√∑np = 40 |
|
|
||