

§ 1.12. Виды поверхностей, обрабатываемых на автоматах продольного точения, инструменты и взаимодействие движений при их обработке.
Обработка
цилиндрических поверхностей производится
обычно передним или задним нижним
суппортом, так как к ним предъявляются
повышенные требования по точности, а
эти резцы более точные. Резец врезается
на глубину резания, а затем остается
неподвижным. Продольную подачу
совершает шпиндельная бабка с заготовкой
(рис.
3).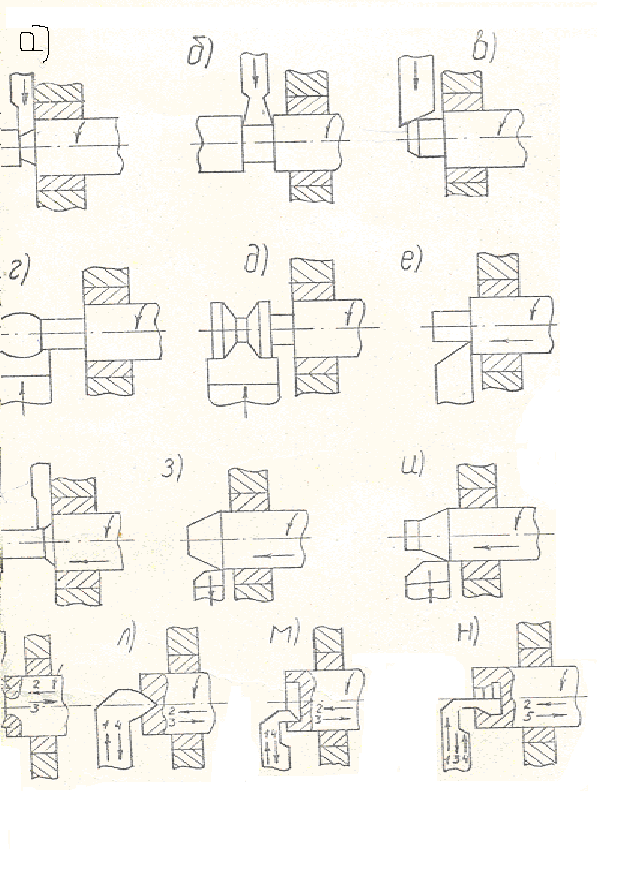

Ступенчатая цилиндрическая наружная обработка может быть произведена одним резцом по следующему циклу: до момента перемещения шпиндельной бабки или шпинделя резец получает поперечное установочное движение и остается неподвижным до момента окончания обтачивания первой ступени; в конце обтачивания первой ступени шпиндельная бабка останавливается на время отхода резца в новое положение, соответствующее размеру диаметра второй ступени; по достижении резцом нового положения шпиндельная бабка получает снова продольное движение, равное длине второй ступени и т. д.
Получение фасонных поверхностей и конусов может быть осуществлено двумя методами:
1. Применением фасонных резцов.
2. Сочетанием двух движений – поперечного и продольного, т. е. перемещением шпиндельной бабки и одновременным перемещением одного из резцов к центру прутка или от центра.
Фасонные и конусные поверхности, обрабатываемые фасонными резцами, обычно бывают менее точными и имеют менее чистую поверхность. Резцы устанавливаются на поперечных суппортах.
Подрезка торца, проточка фасок, канавок, сложных поверхностей фасонным резцом и отрезка деталей, имеющих прямой торец, производится при неподвижной шпиндельной бабке и перемещении резцов к центру прутка. Отрезка обработанного изделия производится поперечным перемещением отрезного резца при неподвижной передней бабке. Отрезной резец обычно после отрезки используется как упор для выдвижения прутка. Часто отрезку совмещают со снятием фасок. Несколько сложнее обстоит дело, когда отрезку приходится совмещать с образованием конуса на заднем конце обрабатываемой детали или на переднем конце новой заготовки. В этом случае приходится до поперечной перемещения резца дать передней бабке обратное перемещение, чтобы одновременно получить конус на обработанной детали и на переднем конце новой заготовки.
Точение уступов, цапф осей и других цилиндрических поверхностей деталей выполняется при неподвижном положении резца и движении шпиндельной бабки вперед; конических и фасонных поверхностей призматическими резцами совмещенным движением, т. е. при перемещении шпиндельной бабки и одновременным перемещением одного из резцов к центру прутка или от центра.
Центрование, поднутрение и расточка производятся специальными резцами при возвратно-поступательном движении резца и шпиндельной бабки. Для получения поднутрений и центровок центровальным резцом чаще всего используются резцы № 3, № 4 или № 5. Детали часто имеют выточки и буртики с некоторым углублением или внутренним конусом на торцевой поверхности. Обработка таких поверхностей производится следующим образом. Из исходного положения в рабочее резец подается кулачком. Он врезается в обрабатываемую деталь при неподвижной шпиндельной бабке. Затем шпиндельная бабка получает продольное перемещение назад или вперед, равное ширине выточки минус ширина резца. После того, как конусное углубление выполнено, шпиндельная бабка получает небольшое обратное продольное перемещение с тем, чтобы поперечный резец, боковая поверхность которого соответствует профильной торцевой обработке, мог бы выйти из изделия и возвратиться в исходное положение. Форма выточки соответствует форме заточки резца, а размеры – величине перемещения шпиндельной бабки.