

§ 1.10. Применяемые заготовки и требования к ним.
На автоматах продольного точения большей частью, как это видно из приведенных ниже данных, обрабатываются детали из автоматной и конструкционной углеродистой сталей, реже из цветных металлов и специальных легированных сталей.
Автоматная сталь (10÷30) %
Конструкционная сталь (20÷50) %
Легированная сталь (10÷20) %
Латунь (15÷25) %
Алюминий (3÷5) %
Неметаллические заготовки (1÷3) %
Применяются заготовки в виде прутка и в виде проволоки.
Базой при обработке заготовок на автоматах продольного точения служит наружный диаметр прутка, следовательно заготовки должны быть прямолинейны, не иметь на поверхности забоин, заусенцев на торцах и следов коррозии на поверхности. Допуски на изготовление прутков по диаметру должны быть в пределах 0,004÷0,010 мм. Это соответствует 3 – 4 классу точности и 7 – 9 классу шероховатости. Для обеспечения указанных требований прутки перед токарной обработкой дополнительно подвергаются обработке на бесцентрово-шлифовальных станках, а проволока подвергается волочению на волочильных станках.
Применяют прутки холоднотянутые или холоднокатаные, выполненные по диаметру с точностью по 5 классу и шероховатостью Rа = 1,0÷0,8 мкм. Перед обработкой на автоматах продольного точения заготовки калибруют, а затем правят с целью придания заготовке или отдельным ее частям точных размеров и высокого качества поверхности. Калибровку проводят в холодном или горячем состоянии. Перед холодной калибровкой заготовки отжигают или нормализуют и очищают от окалины. После калибровки в холодном состоянии точность заготовок достигает 3 – 4 класса, а шероховатость поверхности – 7 – 9 класса чистоты. Калибровка осуществляется на правильно-калибровочных станках.
§ 1.11. Характерные детали, обрабатываемые на автоматах продольного точения.
Типичные детали, обрабатываемые на автоматах фасонно-продольного точения показаны на рис. 2.
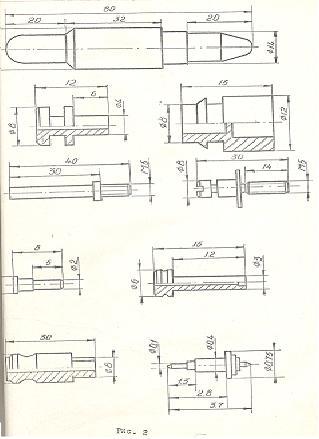
На этих автоматах можно обрабатывать оси, трубы, колонки часовых механизмов. Отличительные черты деталей, обрабатываемых на АПТ, которые и определяют их обработку на этих станках, следующие:
1. Небольшие размеры диаметров и длин деталей. На АПТ обычно обрабатываются детали диаметром от 2 до 20 миллиметров и длиной до 100 миллиметров.
2. Наружные поверхности обрабатываемых деталей имеют несложную конфигурацию, включая наличие фасонных поверхностей, резьб, накаток, канавок, галтелей и других элементов.
3. Как правило, отсутствие несложных внутренних поверхностей, которые могут быть с обеих сторон детали. Комбинируя продольные подачи прутка и поперечные подачи резцов, можно получить различные вытачки в торцевых поверхностях, расположенных с каждой стороны детали.
4. К деталям, обрабатываемым на автоматах продольного точения, предъявляются такие конструкторские требования, как высокая точность и шероховатость поверхности. Необходимо, чтобы точность по диаметру составляла не больше 0,01÷0,02 мм, а по линейным размерам – 0,02÷0,03 мм. Шероховатость поверхности должна соответствовать 7 – 9 классу чистоты Высокая точность обработки может быть получка только при малых зазорах между люнетной втулкой и прутком, а это вызывает необходимость применения калиброванных прутков.
5. К деталям, обрабатываемым на АПТ, предъявляются требования по точности и цилиндричности насадочных отверстий, овальности и форме профиля продольного сечения детали.