

§1.4. Поперечные суппорты.
К поперечным суппортам автоматов и полуавтоматов относят такие, которые производят перемещение инструментов в перпендикулярном к оси вращения заготовки направлении. Число поперечных суппортов в автоматах продольного точения — до пяти, а в многошпиндельных — до шести.
Автомат продольного точения (рис. 2) имеет три верхних 3, 6, 8 суппорта, смонтированных на стойке 7, и два нижних 1 и 12, смонтированных на общем качающемся коромысле 13, называемом балансиром. Суппортная стойка 7 установлена на станине автомата перед шпиндельной бабкой 9.
Передача движений на верхние суппорты осуществляется системой рычагов 4 от отдельных кулачков распределительного вала, а на суппорты, установленные на балансире,— одним общим кулачком 15. При этом подача суппорта 1 вперед осуществляется поворотом балансира вокруг оси 14 от кулачка 15, а отвод — пружиной. Подача суппорта 12 вперед осуществляется пружиной, а отвод — кулачком 15. Резцы закрепляют в резцедержателях 2 и 10.
Все поперечные суппорты имеют три вида регулировок: по диаметру обработки, вдоль оси и по центру заготовки. Регулировку осуществляют микрометрическими винтами 5 и 11.
А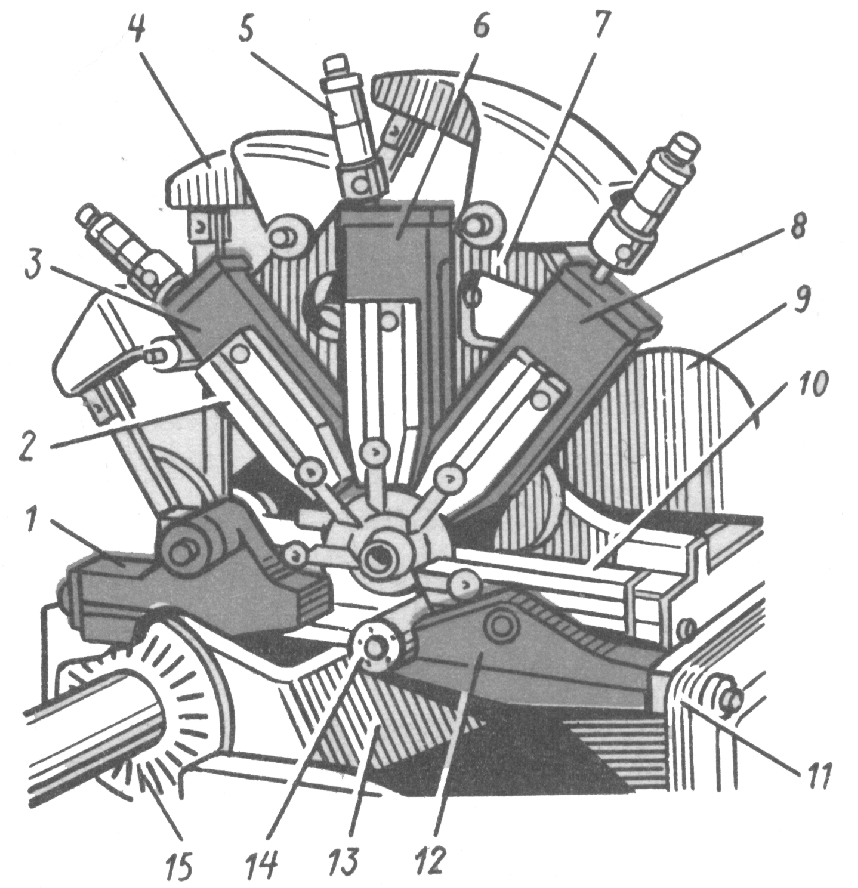 втомат
продольного точения (рис. 2) имеет три
верхних 3, 6, 8
суппорта, смонтированных на стойке 7, и
два нижних / и 12,
смонтированных на общем качающемся
коромысле 13,
называемом балансиром. Суппортная
стойка 7 установлена на станине
автомата перед шпиндельной бабкой 9.
втомат
продольного точения (рис. 2) имеет три
верхних 3, 6, 8
суппорта, смонтированных на стойке 7, и
два нижних / и 12,
смонтированных на общем качающемся
коромысле 13,
называемом балансиром. Суппортная
стойка 7 установлена на станине
автомата перед шпиндельной бабкой 9.
П ередача
движений на верхние суппорты
осуществляется системой рычагов 4
от отдельных кулачков распределительного
вала, а на суппорты, установленные
на балансире,— одним общим кулачком
15.
При этом подача суппорта вперед
осуществляется поворотом балансира
вокруг оси 14
от кулачка 15,
а отвод — пружиной. Подача суппорта
12
вперед осуществляется пружиной, а
отвод — кулачком 15. Резцы закрепляют в
резцедержателях 2 и 10.
ередача
движений на верхние суппорты
осуществляется системой рычагов 4
от отдельных кулачков распределительного
вала, а на суппорты, установленные
на балансире,— одним общим кулачком
15.
При этом подача суппорта вперед
осуществляется поворотом балансира
вокруг оси 14
от кулачка 15,
а отвод — пружиной. Подача суппорта
12
вперед осуществляется пружиной, а
отвод — кулачком 15. Резцы закрепляют в
резцедержателях 2 и 10.
Все поперечные суппорты имеют три вида регулировок: по диаметру обработки, вдоль оси и по центру заготовки. Регулировку осуществляют микрометрическими винтами 5 и 11.
П одачи
прутка для обработки в автоматах
продольного точения как тако-зой нет.
Пруток а них подается вперед вместе со
шпиндельной бабкой в процессе
обработки заготовки. Поэтому после
отрезки готовой детали пруток 2
(рис. 3) остается
на месте, цанга 3
разжимается
и вместе со шпиндельной. бабкой быстро
отходит назад.
одачи
прутка для обработки в автоматах
продольного точения как тако-зой нет.
Пруток а них подается вперед вместе со
шпиндельной бабкой в процессе
обработки заготовки. Поэтому после
отрезки готовой детали пруток 2
(рис. 3) остается
на месте, цанга 3
разжимается
и вместе со шпиндельной. бабкой быстро
отходит назад.
Для того чтобы пруток под воздействием сил трения не отходил назад вместе со шпиндельной бабкой, с правого конца он поджимается толкателем .5, перемешающимся в направляющей трубе 6 под действием груза 4. Чтобы под действием груза пруток не перемещался вперед, отрезной резец / после отрезки детали временно остается на месте и выполняет функцию упора. После отхода шпиндельной бабки назад на требуемую величину цанга зажимает пруток, а отрезной резец отходит в исходное положение. Начинается обработка новой заготовки


§ 1.5 Нумерация станков.
Нумерация станков в Советском Союзе построена по следующему принципу. Каждая модель станка должна иметь очередное обозначение, шифр, номер, по которому ее можно будет легко отличить от другого типа размера и модели станка.
Каждой модели станка присваивается 3-х или 4-значный номер, первая цифра этого номера обозначает группу, к которой относится данный станок, вторая обозначает тип, третья и четвертая цифры условно связаны с размером станка.
Ч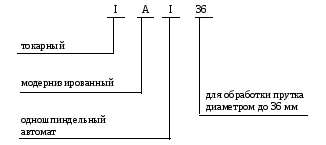 тобы
отличить новую модель от ранее
выпускавшейся того же типа и размера
вводятся буквы в середине номера. Если
завод выпускает данный станок в
нескольких исполнениях, ставится еще
буква в конце номера. Станки токарной,
группы имеют первую цифру «1». Автоматы
и полуавтоматы токарной группы имеют:
для одно-шпиндельных
моделей
вторую цифру
«1» и для
многошпиндельных – «2» . Третья и
четвертая цифры связаны с размером
станка.
тобы
отличить новую модель от ранее
выпускавшейся того же типа и размера
вводятся буквы в середине номера. Если
завод выпускает данный станок в
нескольких исполнениях, ставится еще
буква в конце номера. Станки токарной,
группы имеют первую цифру «1». Автоматы
и полуавтоматы токарной группы имеют:
для одно-шпиндельных
моделей
вторую цифру
«1» и для
многошпиндельных – «2» . Третья и
четвертая цифры связаны с размером
станка.