

Решение
Найдём сумму времени по каждому изделию:



Примем за единицу наименьший показатель, т.е. изделие А. Найдём коэффициент приведения, приведённую программу по каждой детали, а также частные (рабочие) такты.Результаты расчётов приведены в табл. 16.
Таблица 16. Исходные данные
|
Изделие |
Коэффициент приведения, K |
Приведенная программа, N, тыс. шт |
Частные (рабочие) такты, мин/шт |
|
А |
1 |
8 |
1,05 |
|
Б |
1,34 |
7,5 |
1,41 |
|
В |
1,12 |
3,4 |
1,18 |
|
Итого: |
- |
18,9 |
- |



Вывод. На многопоточной линии условный общий такт равен 1,05 мин/шт.
Тема 4. Технико-экономическое обоснование выбора ресурсосберегающего технологического процесса
В круг сопоставимых затрат при сравнительном анализе вариантов технологии должны входить лишь те затраты, которые непосредственно связаны с технологическим процессом и существенно разнятся в сравниваемых вариантах. Номенклатура этих затрат не однозначна для различных процессов и условий их внедрения, и поэтому первым этапом анализа вариантов является отбор сопоставимых затрат, приведенным к сравнимым условиям. Часть этих затрат на обработку (bN) изменяется примерно пропорционально количеству обрабатываемых изделий (N), другая часть (a) не зависит от количества обрабатываемых изделий и в течение года (планируемого периода) остается почти неизменной, постоянной.
Таким образом, технологическая себестоимость обработки изделия будет
![]() ,
,
а всех обрабатываемых изделий
![]() .
.
Для процессов механической обработки в круг сопоставимых затрат включаются:
а) переменные (b), рассчитываемые на одно обрабатываемое изделие: основной материал, технологическое топливо и энергия, заработная плата основных рабочих, расходы по эксплуатации оборудования и др.;
б) постоянные (a), рассчитываемые на программу изделий (N) на год: амортизационные отчисления, проценты за кредит, арендная плата, оклады управленческих работников, административные расходы и др.
Для анализа необходимо определить пределы экономически целесообразного применения процесса обработки изделий. Это возможно выполнить графическим методом (рис.8) и аналитическим расчетом.
При
аналитическом решении вопроса об
экономичности варианта технологии
рассчитывают технологическую себестоимость
годового задания (![]() )
по вариантам, т.е.
)
по вариантам, т.е.
![]() ,
,
![]() .
.
Решая
эти уравнения в отношении N
при условии равенства
![]() ,
получаем программное задание, при
котором анализируемые процессы
экономически равнозначны:
,
получаем программное задание, при
котором анализируемые процессы
экономически равнозначны:
 .
.
Если
планируемый объем производства
![]() ,
то целесообразно внедрить 1 вариант
технологии; при
,
то целесообразно внедрить 1 вариант
технологии; при
![]() -
2 вариант технологии.
-
2 вариант технологии.
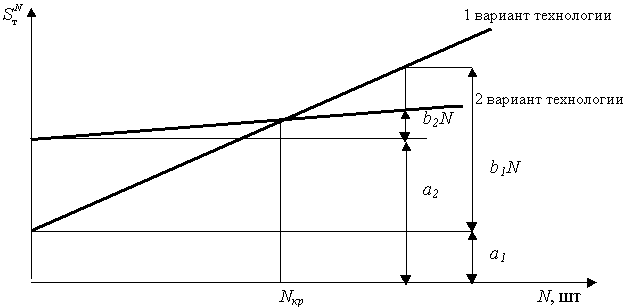
Рис. 9. График изменения годовых затрат при различных вариантах технологических процессов
Задача № 6
Обработка втулки возможна на токарном, револьверном станках и токарном автомате. Определить графическим и аналитическим методами, при каких программных заданиях целесообразен каждый из вариантов обработки детали. Исходные данные приведены в табл. 17 и 18.
Таблица 17. Исходные данные
|
Показатель |
Значение |
|
Часовая производителность,Нвыр, шт: а) токарный станок |
12 |
|
б) револьверный станок |
40 |
|
в) токарный автомат |
100 |
|
Материал (заготовка), руб/шт: а) токарный станок |
26 |
|
б) револьверный станок |
20 |
|
в) токарный автомат |
20 |
|
Заработная плата основных рабочих, руб/ч: а) токарный станок |
13,9 |
|
б) револьверный станок |
11,56 |
|
в) токарный автомат |
9,27 |
|
Расход воды, сжатого воздуха, пара, руб/ч: а) токарный станок |
30 |
|
б) револьверный станок |
36,5 |
|
в) токарный автомат |
44 |
Таблица 18. Исходные данные
|
Показатель |
Значение |
|
Расходы по содержанию оборудования и износ инструмента, руб/ч: а) токарный станок |
22 |
|
б) револьверный станок |
24,5 |
|
в) токарный автомат |
41 |
|
Продолжение таблицы 18
|
|
|
Годовые расходы по наладке оборудования, тыс. руб: а) токарный станок |
6,6 |
|
б) револьверный станок |
7,55 |
|
в) токарный автомат |
8,1 |
|
Амортизационные отчисления оборудования, тыс. руб/год: а) токарный станок |
4,22 |
|
б) револьверный станок |
7,35 |
|
в) токарный автомат |
10,2 |