

1 Аналитический метод расчёта оптимального режима резания
1.1 Выбор оборудования
Необходимо обработать заготовку на станке 1А62.
Паспортные данные станка 1А62 (карта 28 /1/):
- мощность на шпинделе по приводу с учетом КПД, N = 4,5…6.0 кВт;
- наибольшее усилие, допускаемое механизмом продольной подачи, Q=308 кГ;
- число оборотов шпинделя, n = 12…1200 об/мин.
1.2 Выбор режущего инструмента
1.2.1 Определение марки твердого сплава
По карте 1 /1/ выбираем материал режущей части из твердого сплава Т15К6 для чернового наружного продольного точения заготовки из стали 40ХНМА.
1.2.2 Определение геометрических параметров
При жесткой системе станок-деталь-инструмент (СДИ) определяем главный угол в плане = 450 и вспомогательный угол в плане 1 = 10˚.
Выбираем значения геометрических параметров резца:
- главный передний угол γ = - 10˚;
- главный задний угол α = 8˚;
- угол наклона главной режущей кромки λ = 10˚;
- радиус вершины резца r = 1 мм.
Фаска лезвия затачивается для определения положения канавки на передней поверхности по отношению к главной режущей кромке, что имеет весьма важное значение при организации стружкозавивания и стружколомания. Размер фаски принимаем равным f = 0,15…0,20 мм. Угол фаски f = - 50…- 100.
1.2.3 Выбор типа резца
Так как предстоит обрабатывать заготовку из стали 12XНМА
с σв=115 кгс/мм2 в патроне наружным продольным точением, то следует использовать правый прямой проходной резец (РТППП) с главным углом в плане = 450 и вспомогательным углом в плане 1 = 100 (рисунок 1). Он прост в изготовлении и менее подвержен вибрациям.
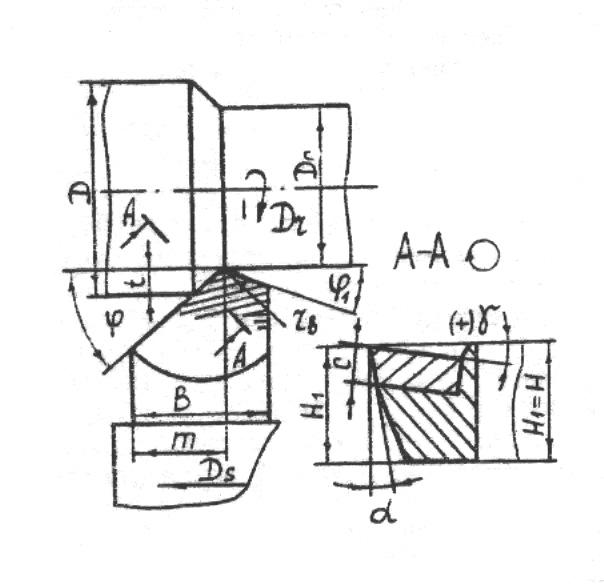
Рисунок 1 – Прямой проходной резец с напайной
пластиной из твердого сплава
Данный резец универсален, прост в изготовлении и менее подвержен вибрациям.
1.2.4 Определение габаритов резца
Выбираем прямоугольную форму сечения державки резца. Высота державки H =25 мм, ширина B =16 мм и длина L = 140 мм. Стандартные размеры
H×B×L = 25×16×140.
1.2.5 Размер напаиваемой пластины
В конструктивном оформлении режущей части резца немаловажную роль играет не только форма передней поверхности, но также толщину S.
Толщина пластины может быть установлена в зависимости от высоты корпуса (державки) резца H по соотношению: S = 0,2·H = 0,2·25 = 5 мм.
В соответствии с ГОСТ 25396-82 подбираю пластину с размерами S = 5 мм,
l = 12 мм, b = 8 мм, = 180, где S – толщина пластины, l – длина, b – ширина, - угол наклона. Обозначение пластины 10471.
Важным конструктивным элементом лезвия напайного резца является угол врезания пластины, который при плоской форме передней поверхности с отрицательным передним углом γ находится как γвр = γ - 30 = -100 - 30 = -130.
1.2.6 Определение типа гнезда под пластиной
Гнездо державки под пластину выбираем открытую, как показано на
рисунке 2. Оно просто в изготовлении и применять его можно для проходного прямого резца независимо от формы пластины.
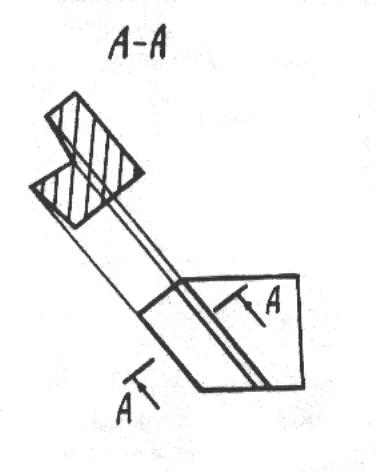
Рисунок 2 – Открытое гнездо под пластину
В соответствии с ГОСТ 5688-61 глубина гнезда е = 0,5·S = 0,5·5 = 2,5. Ширина гнезда вr ≤ в – S tg α. Подставляя значения получаем вr ≤ 8 - 5·0,324;
вr ≤ 6,38. Параметр а = Н – S = 25 – 5 = 20. Параметр n = вr +2 = 6,38 + 2 = 8,38 мм.