

-
Планирование производственной программы
Полный перечень запланированных к производству видов продукции, работ и услуг рекомендуется свести в таблицу 1.
Таблица 1 – Планируемая производственная программа
|
Наименование продукции, работ |
Годовой спрос, тыс. шт. |
Штучное время, нормо-ч/шт. |
Трудоемкость объема выпуска, тыс. нормо-ч |
|
А |
0.44 |
564.23 |
248.26 |
|
Б |
0.33 |
8.6 |
2.84 |
|
В |
0.77 |
2.651 |
2.04 |
Планируемая производственная программа на каждом предприятии должна соответствовать имеющимся производственным возможностям или его производственной мощности.
-
Планирование производственной мощности предприятия
Необходимо определить производственную мощность участка и разработать мероприятия по ликвидации узких мест.
Производственная мощность участка устанавливается по величине мощности ведущей группы оборудования с учетом возможности ликвидации (расшивки) узких мест.
Ведущей группой оборудования считается такая, на которой выполняются основные операции по изготовлению продукции, затрачивается наибольшая доля живого труда и которой соответствует наибольшая доля основных фондов участка.
Определение производственной мощности участка многономенклатурного производства осуществляется в следующей последовательности.
1. Выбор измерителя и определение коэффициентов производственной мощности отдельных групп оборудования. В качестве измерителя производственной мощности принимается условный измеритель – единица производственной программы. Тогда расчет коэффициента производственной мощности выполняется по формуле
 ,
,
где i – шифр изделия из годовой производственной программы;
![]() –
действительный
фонд времени работы единицы оборудования;
–
действительный
фонд времени работы единицы оборудования;
![]() –
количество единиц
оборудования в группе j;
–
количество единиц
оборудования в группе j;
![]() – годовой план
выпуска изделий i;
– годовой план
выпуска изделий i;
![]() – прогрессивная
трудоемкость обработки деталей изделия
i на оборудовании j.
– прогрессивная
трудоемкость обработки деталей изделия
i на оборудовании j.
Действительный фонд времени работы единицы оборудования рассчитывается следующим образом:
![]() ,
,
где
![]() –
планируемые потери времени на ремонт
оборудования j
-й группы, %;
–
планируемые потери времени на ремонт
оборудования j
-й группы, %;
Fн – номинальный фонд времени, определяемый по формуле
![]() ,
,
где nсм – число смен работы оборудования данной группы;
tсм – продолжительность смены;
Дн – число нерабочих дней в плановом периоде;
Дпред – число рабочих предпраздничных дней;
tпред – число сокращенных часов в предпраздничные дни.
F =2*8*(365-116)-6*2*1=3972 час
F =3972*(1-7/100)=3694 час
2. Определение коэффициента производственной мощности участка и разработка мероприятий по расшивке узких мест.
k м ток=(3694*2)/(5.76*440+6,96*330+0,92*770)=1,3344
k м ток-кар =(3694*2)/(12,5*440)=1,344
k м фрез=(3694*14)/(116,4*440+0,21*330+0,56*770)=1,0005
k м свер=(3694*3)/(19.8*440+0,2*770)=1,2506
k м раст=(3694*21)/(169,6*4400)=1,0401
k м фрез=(3694*3)/(24,02*440+0,05*330)=1,0475
k м ОМНИМАТ=(3694*3)/(24,5*440)=1,0286
k м уст дроб=(3694*9)/(81,06*440)=0,9326
k м терм=(3694*4)/(34,374*440+0,13*330)=0,9757
k м наст=(3694*2)/(12,73*440)=1,3197
k м верст=(3694*3)/(18,05*440+1,15*330+0,971*770)=1,2226
k м свар=(3694*5)/(37,9*440+0,1*330)=1,106
Производственную мощность участка принимаем по группе оборудования Расточное, равной 1,0401 производствееной мощности.
3. Расчет загрузки оборудования участка при программе, соответствующей производственной мощности. Заполнить таблицу 2.
Таблица 2 – Расчет загрузки оборудования участка
|
Группа оборудования |
Количество станков, ед. |
Располагаемый фонд времени,
|
Трудоемкость программы (скорректированной)
|
Коэффициент загрузки (гр.4 / гр.3) |
Коэффициент производственной мощности (гр.3 / гр.4) |
Неиспользуемое время, ч (гр.3 – гр.4) |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Токарная |
2 |
7392 |
5540 |
0,75 |
1,33 |
1852 |
|
Токарно-карусельная |
2 |
7392 |
5500 |
0,74 |
1,34 |
1892 |
|
Фрезерная |
14 |
51744 |
51717 |
0,999 |
1,00 |
27 |
|
Сверлильная |
3 |
11088 |
8866 |
0,8 |
1,25 |
2222 |
|
Расточная |
21 |
77616 |
74624 |
0,96 |
1,04 |
2992 |
|
Отрезная |
3 |
11088 |
10585 |
0,95 |
1,05 |
503 |
|
ОМНИМАТ |
3 |
1108/8 |
10780 |
0,97 |
1,03 |
308 |
|
Установка дробеструйная |
9 |
33264 |
35666 |
1,07 |
0,93 |
-2402 |
|
Термопечь |
4 |
14784 |
15153 |
1,02 |
0,98 |
-369 |
|
Настил |
2 |
7392 |
5601 |
0,76 |
1,32 |
1791 |
|
Верстак |
3 |
11088 |
9069 |
0,82 |
1,22 |
2019 |
|
Сварочный аппарат |
5 |
18480 |
16709 |
0,9 |
1,11 |
1771 |
|
Всего |
71 |
251328
|
249810
|
- |
- |
- |
По операции Термопечь наблюдается недостаток мощностей, который будет ликвидирован за счет организационных мероприятий.
Принимаем решение о покупке 1 установки дробеструйной. После этого коэффициент производственной мощности по этому оборудованию составит:
k м уст дроб=(3694*10)/(81,06*440)=1,04
Таким образом, расчет загрузки оборудования участка представлен в таблице 3.
Таблица 3 – Расчет загрузки оборудования участка
|
Группа оборудования |
Количество станков, ед. |
Располагаемый фонд времени,
|
Трудоемкость программы (скорректированной)
|
Коэффициент загрузки (гр.4 / гр.3) |
Коэффициент производственной мощности (гр.3 / гр.4) |
Неиспользуемое время, ч (гр.3 – гр.4) |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Токарная |
2 |
7392 |
5540 |
0,75 |
1,33 |
1852 |
|
Токарно-карусельная |
2 |
7392 |
5500 |
0,74 |
1,34 |
1892 |
|
Фрезерная |
14 |
51744 |
51717 |
0,999 |
1,00 |
27 |
|
Сверлильная |
3 |
11088 |
8866 |
0,8 |
1,25 |
2222 |
|
Расточная |
21 |
77616 |
74624 |
0,96 |
1,04 |
2992 |
|
Отрезная |
3 |
11088 |
10585 |
0,95 |
1,05 |
503 |
|
ОМНИМАТ |
3 |
1108/8 |
10780 |
0,97 |
1,03 |
308 |
|
Установка дробеструйная |
10 |
36960 |
35666 |
0,96 |
1,04 |
1294 |
|
Термопечь |
4 |
14784 |
15153 |
1,02 |
0,98 |
-369 |
|
Настил |
2 |
7392 |
5601 |
0,76 |
1,32 |
1791 |
|
Верстак |
3 |
11088 |
9069 |
0,82 |
1,22 |
2019 |
|
Сварочный аппарат |
5 |
18480 |
16709 |
0,9 |
1,11 |
1771 |
|
Всего |
72 |
255024
|
249810
|
- |
- |
- |
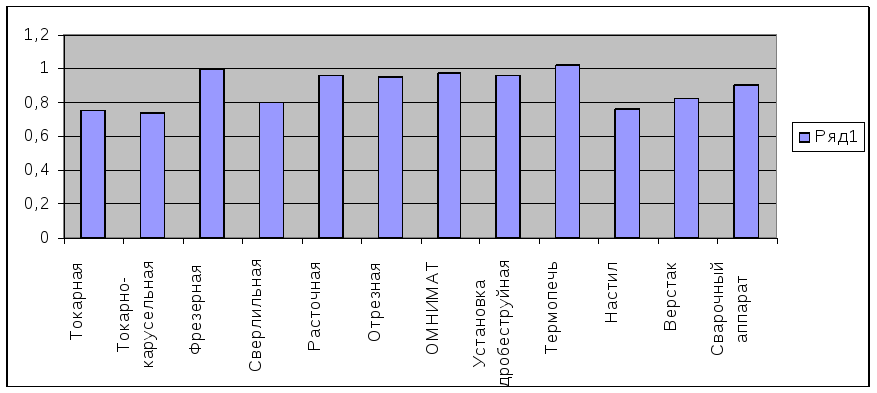
Рисунок 1 – Диаграмма производственной мощности оборудования участка
4. Годовой план выпуска, откорректированный с учетом мощности предприятия, представим в виде таблицы 4.
Таблица 4– Годовой план выпуска продукции
|
Изделие |
Годовой объем выпуска продукции, шт. |
В том числе по кварталам |
|||
|
I |
II |
III |
IV |
||
|
Кольцо закладное |
440 |
110 |
110 |
110 |
110 |
|
Шпилька |
330 |
81 |
83 |
83 |
83 |
|
Щуп сборочный |
770 |
191 |
193 |
193 |
193 |