

MU_Laboratornye_raboty_MSS
.pdfнаконечник) закреплена в стебле 5. Гайка 7 предохраняет резьбу на стебле от загрязнения. Диапазон показаний для шкалы на стебле от 0 до 13 мм. С учетом исходного расстояния между измерительными поверхностями 50 мм, диапазон измерений основной головкой составит 50 мм … 63 мм. Для увеличения пределов измерения используют удлинители, устанавливаемые вместо гайки 7.
6 |
|
|
|
7 |
8 |
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5
|
20 |
1 |
|
|
|
|
15 |
|
0 |
5 60 1065 |
2 |
|
5 |
|
|
4 |
3 |
Рис.4.7. Микрометрический нутромер (основная головка): 1, 6 – измерительные наконечники; 2 – колпачок; 3 – кольцевой выступ барабана; 4 – барабан; 5 – стебель; 7 – гайка; 8 – стопорный винт Отсчет показаний нутромера: 50 мм + 4 мм + 0,13 мм = 54,13 мм.
Проверку нулевого показания нутромера производят с помощью плоско – параллельных концевых мер длины. Для этого плитку 4 размером 50 мм размещают (рис.4.8) между боковиками 3 и зажимают в державке 5. Измерительные поверхности микрометрического нутромера (основной головки) 1 вводят в
соприкосновение с поверхностями боковиков. Важно установить
нутромер так, чтобы его показание было минимальным.
Правильное положение барабана и действия при неправильном его положении (рис. 4.6.б, в) такие же, как для микрометра.
При выполнении измерений нутромер вводят внутрь детали и, удерживая стебель пальцами одной руки, вращают барабан пальцами второй руки. Следует найти такое положение нутромера, при котором расстояние между измеряемыми поверхностями было
40
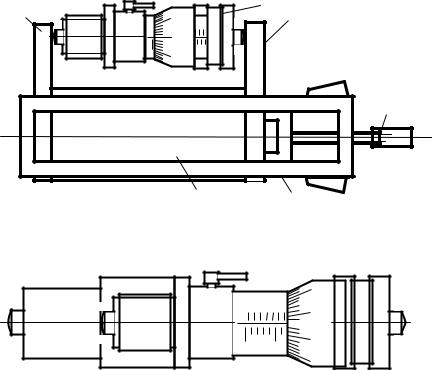
бы минимальным. Для получения результата измерений к значению нижнего предела измерений микрометрического нутромера следует
прибавить считанное показание. Например, если используется только основная головка без удлинителя (нижний предел измерения 50 мм) и отсчет равен 4,13 мм (рис. 4.7), то значение размера будет равно 50 + 4,13 = 54,13 мм. Для расширения пределов измерения нутромера используют удлинители, устанавливаемые вместо гайки
7. Новый нижний предел измерения будет равен 50 мм плюс значение, указанное на удлинителе. (См. пример на рис. 4.9).
3 |
5 |
1 |
3 |
||
|
0 |
|
0 |
45 |
|
2
50
4 5
Рис.4.8. Проверка нулевого показания микрометрического нутромера: 1- нутромер, 2 – винт, 3- боковики, 4 – плоско – параллельная концевая
мера длины, 5 – державка (струбцина, стяжка)
|
|
35 |
|
39 мм |
|
30 |
|
0 |
5 |
25 |
|
6 206 |
|||
|
|
Рис.4.9. Отсчет показаний микрометрического нутромера с удлинителем 39 мм: 50 мм + 39 мм + 6,5 мм + 0,28 мм = 95,78 мм.
41
Выбор средств измерений. В лабораторной работе требуется выбрать средства измерений для определения действительных размеров детали. Возможность использования средства измерений для решения измерительной задачи определяется выполнением требования: погрешность измерений должна быть меньше допустимой погрешности.
Последовательность выполнения работы
1).Определить предельные отклонения и предельные размеры детали в соответствии с требованиями чертежа.
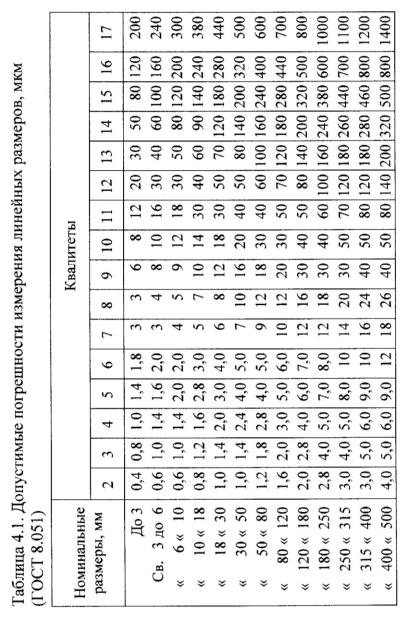
2).Установить допустимую погрешность измерения наружного и внутреннего размеров по таблице 4.1.
3).В таблице 4.2 найти пределы погрешности измерений наружных размеров штангенциркулем и микрометром. По соотношению предела погрешности измерения и допустимой погрешности выбрать средство измерений.
4).В таблице 4.3 найти пределы погрешности измерений внутренних размеров штангенциркулем и микрометрическим нутромером. Выбрать средство измерений.
5).Получить у преподавателя, выбранные средства измерений. Уяснить устройство и назначение их конструктивных элементов, правила выполнения отсчета при измерениях.
6).Проверить правильность установки на нуль микрометрических инструментов. При неправильной настройке рассматривать погрешность начального показания как систематическую погрешность и учесть её в результате измерений в виде поправки.
7).Выполнить измерения детали в соответствии со схемой, приведенной в журнале лабораторных работ.
Внимание. При выполнении отсчета по основной шкале микрометрических инструментов штрих (верхний или нижний) основной шкалы учитывается только в том случае, если он виден полностью (нисколько не перекрывается скошенной кромкой барабана).
8).Дать заключение о годности детали по наружному и внутреннему размерам.
42
43
Таблица 4.2. Пределы погрешности измерений размеров наружных поверхностей измерительными инструментами, мкм
|
|
Диапазон размеров, мм |
|||||
|
|
|
|
|
|
|
|
Наименование средств измерений и |
До |
Св.10 |
Св |
Св.50 |
Св. |
||
10 |
до 30 |
.30 |
до 80 |
80 |
|||
условия их применения |
|||||||
|
|
до |
|
до |
|||
|
|
|
|
|
|||
|
|
|
|
50 |
|
120 |
|
Штангенциркули с отсчетом по |
150 |
150 |
150 |
200 |
200 |
||
нониусу 0,1 мм |
|
||||||
|
|
|
|
|
|
||
Штангенциркули с отсчетом по |
100 |
100 |
100 |
100 |
100 |
||
нониусу 0,05 мм |
|
||||||
|
|
|
|
|
|
||
Микрометры гладкие с отсчетом 0,01 |
|
|
|
|
|
||
мм: |
а) в руках |
5 |
10 |
10 |
10 |
15 |
|
|
б) на стойке |
5 |
5 |
5 |
5 |
10 |
|
|
|
|
|
|
|
||
Скобы индикаторные с ценой деления |
|
|
|
|
|
||
0,01 мм |
а) в руках |
10 |
12 |
15 |
15 |
20 |
|
|
б) на стойке |
10 |
10 |
10 |
12 |
12 |
|
|
|
|
|
|
|
||
Микрокаторы 5 ИГП на стойке с ценой |
|
|
|
|
|
||
деления 0,005 мм, пределами |
|
|
|
|
|
||
измерений 0,15 мм и настройкой по |
5 |
5 |
6 |
7 |
9 |
||
мерам длины 4 – го класса точности |
|
|
|
|
|
||
Микрокаторы 3 ИГП на стойке с ценой |
|
|
|
|
|
||
деления 0,002 мм, пределами |
|
|
|
|
|
||
измерений 0,06 мм и настройкой по |
1,5 |
1,5 |
2 |
2 |
2,5 |
||
мерам длины 2 – го класса точности |
|
|
|
|
|
||
Микрокаторы 1 ИГП на стойке с ценой |
|
|
|
|
|
||
деления 0,001 мм, пределами |
|
|
|
|
|
||
измерений 0,03 мм и настройкой по |
0,8 |
0,9 |
1 |
1 |
1,2 |
||
мерам длины 1 – го класса точности |
|
|
|
|
|
||
Оптикаторы 1П на стойке с ценой |
|
|
|
|
|
||
деления 0,001 мм, пределами |
|
|
|
|
|
||
измерений 0,25 мм и настройкой по |
0,9 |
1 |
1 |
1,1 |
1,3 |
||
мерам длины 1 – го класса точности |
|
|
|
|
|
||
Головки рычажно – зубчатые 2ИГ на |
|
|
|
|
|
||
штативе с ценой деления 0,002 мм и |
|
|
|
|
|
||
пределами измерения ±0,1 мм с |
3,5 |
3,5 |
3,5 |
4 |
4,5 |
||
настройкой по концевым мерам длины |
|
|
|
|
|
||
3-го класса |
|
|
|
|
|
|
|
44
Головки рычажно – зубчатые 1ИГ на |
|
|
|
|
|
штативе с ценой деления 0,001 мм и |
|
|
|
|
|
пределами измерения ±0,050 мм с |
2 |
2 |
2 |
2 |
2,5 |
настройкой по концевым мерам длины |
|
|
|
|
|
5-го разряда |
|
|
|
|
|
Индикаторы многооборотные (2МИГ) |
|
|
|
|
|
на штативе с ценой деления 0,002 мм и |
|
|
|
|
|
пределом измерения 2 мм с настройкой |
6 |
6 |
7 |
8 |
10 |
по мерам длины 4-го класса |
|
|
|
|
|
Индикаторы многооборотные (1МИГ) |
|
|
|
|
|
на штативе с ценой деления 0,001 мм и |
|
|
|
|
|
пределом измерения 1 мм с настройкой |
3 |
3 |
3 |
3 |
3,5 |
по мерам длины 2-го класса |
|
|
|
|
|
Микроскоп инструментальный |
5 |
5 |
- |
- |
- |
|
|
|
|
|
|
Таблица 4.3. Пределы погрешности измерений размеров внутренних поверхностей измерительными инструментами, мкм
Наименование средств |
|
Диапазон размеров, мм |
|
|||
измерений и условия их |
До 18 |
|
18 - 30 |
30 -50 |
50 - 120 |
120 - |
применения |
|
|
|
|
|
180 |
Штангенциркули с отсчетом по |
200 |
|
200 |
200 |
250 |
300 |
нониусу 0,1 мм |
|
|||||
|
|
|
|
|
|
|
Штангенциркули с отсчетом по |
150 |
|
150 |
150 |
200 |
200 |
нониусу 0,05 мм |
|
|||||
|
|
|
|
|
|
|
Нутромеры микрометрические |
- |
|
- |
15 |
15 |
20 |
с отсчетом 0,01 мм |
|
|||||
|
|
|
|
|
|
|
Нутромеры индикаторные с |
|
|
|
|
|
|
ценой деления отсчетного |
|
|
|
|
|
|
устройства 0,01 мм при |
15 |
|
20 |
20 |
25 |
25 |
настройке по концевым мерам |
|
|||||
|
|
|
|
|
|
|
длины 3-го класса точности |
|
|
|
|
|
|
Нутромеры индикаторные при |
|
|
|
|
|
|
замене отсчетного устройства |
|
|
|
|
|
|
измерительной головкой с |
|
|
|
|
|
|
ценой деления 0,001 мм и |
5 |
|
5 |
5 |
6 |
7 |
настройкой по концевым мерам |
|
|
|
|
|
|
длины 1–го класса точности |
|
|
|
|
|
|
45
Вопросы для самопроверки
1.Назовите отличительную особенность метода измерений, называемого методом непосредственной оценки.
2.Назовите типы штангенинструментов и области их применения.
3.Поясните назначение нониуса.
4.Что положено в основу конструкции микрометрических инструментов?
5.Поясните назначение трещотки.
6.Как проверить правильность настройки микрометрических инструментов?
7.По каким критериям производят выбор средств измерений?
Лабораторная работа 5.
Измерение размеров детали методом сравнения с мерой
Цель работы. Изучение конструкции индикаторной скобы и индикаторного нутромера и приобретение навыков работы с ними.
Метод сравнения с мерой заключается в сравнении измеряемой величины с величиной, значение которой воспроизводит мера. Метод сравнения с мерой, в котором результирующий эффект воздействия измеряемой величины и меры на прибор сравнения доводят до нуля называют нулевым методом. Если результат измерения получают алгебраическим суммированием значения меры и показания средства сравнения, то метод сравнения называют дифференциальным методом.
В данной работе измерения выполняются дифференциальным методом. В качестве приборов сравнения используются индикаторная скоба и индикаторный нутромер. Основными элементами конструкции этих средств измерений являются преобразовательные и отсчетные устройства в виде индикаторов и измерительных головок.
46
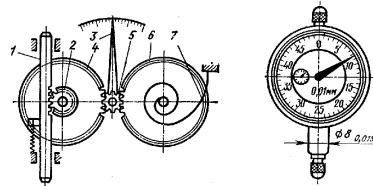
В индикаторе часового типа ИЧ (рис. 5.1) измерительный сигнал в виде линейного перемещения измерительного наконечника 1 преобразуется во вращательное движение стрелки 3. На измерительном стержне 1 нарезана зубчатая рейка, которая находится в зацеплении с зубчатым колесом 2. Линейное перемещение измерительного наконечника приводит к повороту зубчатого колеса 2 и связанных с ним зубчатых колес 4, 5 и 6. При этом поворачивается стрелка 3, жестко соединенная с зубчатым колесом 5. Спиральная пружина 7, один конец которой закреплен на зубчатом колесе 6 и закручивается вместе с ним, а другой конец закреплен на корпусе индикатора, обеспечивает устранение зазоров в передаче.
Индикатор имеет две шкалы: большую – для отсчета долей миллиметра, и малую – для отсчета целых миллиметров. Цена деления большой шкалы 0,01 мм, малой 1 мм. Один оборот стрелки 3 соответствует перемещению измерительного наконечника на 1 мм.
а) |
б) |
Рис.5.1. Индикатор часового типа: а) – схема устройства; б) – общий вид
Рычажно-зубчатые измерительные головки (рис.5.2, 5.3) отличаются от индикаторов часового типа тем, что у них, наряду с зубчатой передачей, движение от измерительного наконечника к стрелке передается рычажной передачей, что позволяет уменьшить
47
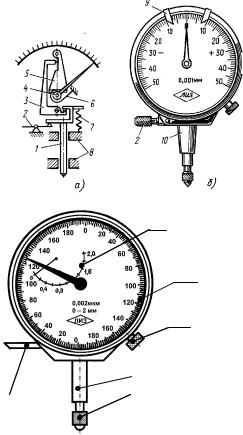
передаточное отношение механизма и тем самым повысить чувствительность прибора.
2
3
4
|
|
5 |
|
|
1 |
|
6 |
|
|
Рис.5.2. Рычажно-зубчатая измерительная головка: а) – схема устройства; б) – общий вид
Рис.5.3.Индикатор многооборотный 2МИГ: 1- арретир, 2 – шкала указателя оборотов, 3 – шкала индикатора, 4 – головка механизма установки стрелки индикатора в нулевое положение, 5 – измерительный стержень, 6 – наконечник.
Цена деления измерительных головок 0,001 мм и 0,002 мм. Диапазон измерений 0,050 мм и 0,1мм для головок 1ИГ и 2ИГ и 1 мм и 2 мм – для многооборотных рычажно-зубчатых индикаторов 1 МИГ и 2 МИГ.
Индикаторы и головки применяют в различных контрольных и измерительных приборах и приспособлениях с присоединительным
48
диаметром 8 мм для линейных измерений методом непосредственной оценки или методом сравнения с мерой.
Индикаторные скобы изготавливают двух типов: СР - скобы рычажные со встроенным в корпус отсчетным устройством рычажно-зубчатого типа; СИ - скобы индикаторные (оснащены индикаторами часового типа и имеют переставную пятку, что увеличивает пределы измерений, рис.5.4).
2
1
11 |
9 |
|
8 10 |
||
|
7
6
3 |
4 |
5 |
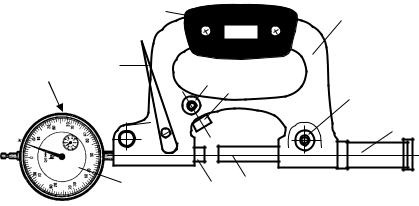
Рис. 5.4.Конструкция индикаторной скобы
Основными элементами индикаторной скобы (рис.5.4) являются: скоба 1 с теплоизолирующими накладками 2; индикатор часового типа 3; арретир 9 – рычаг для перемещения измерительного стержня 4 при установке скобы на измеряемую поверхность детали или блока мер; переставная пятка 5, закрытая защитным колпачком 6; стопорный винт 7 переставной пятки 5;. регулируемый упор 10 и устройство его стопорения 8.
Подготовка индикаторной скобы к работе заключается в её настройке с помощью блока плоско - параллельных концевых мер длины. Значение размера блока мер принимается равным номинальному размеру измеряемой поверхности или полусумме предельных размеров при использовании рычажно-зубчатых головок (в зависимости от диапазона показаний измерительной головки).
49