

MU_Laboratornye_raboty_MSS
.pdfПредложенный порядок действий следует применять на начальном этапе знакомства со стандартами ЕСДП и усвоения основных расчетных зависимостей. При выполнении последующих лабораторных работ определение предельных отклонений следует осуществлять, заполняя правую часть обозначения посадки или предельных размеров и выполняя вычисления в уме. Алгоритм решения задачи в этом случае приведен в таблице 1.4.
Таблица 1.4.
|
|
|
|
|
|
|
|
|
|
Реализация |
|
|
|
|
|
|||||||
|
|
|
Действие |
|
|
|
|
действия |
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
1.Записать обозначение посадки и открыть |
45 |
|
H 7 |
|
|
|
|
|
|
|
||||||||||||
скобки. |
Далее результат |
каждого |
действия |
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|||||||||||||||
заносим в скобки. |
|
|
|
|
|
|
|
|
p6 |
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
2.Определить |
основное |
отклонение |
вала |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
(табл.1.2) и записать справа от обозначения |
|
45 |
H 7 |
|
|
|
|
|
|
|
||||||||||||
посадки. (Основное отклонение p нижнее ei |
|
|
|
|
|
|
|
|||||||||||||||
p6 |
|
|
|
|
|
|||||||||||||||||
=+25 мкм =+0,025 мм.) |
|
|
|
|
|
|
|
0,025 |
||||||||||||||
3.Определить основное отклонение отверстия и |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
внести его в обозначение посадки. (В таблице |
45 |
|
H 7 |
|
0 |
|
|
|
||||||||||||||
1.3 основное отклонение Н нижнее EI =0.) |
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
p6 |
|
|
|
|
|
|||||||||||||||
4.Найти допуск вала. (Из таблицы 1.1 для |
|
|
|
|
|
|
0,025 |
|
|
|
||||||||||||
интервала размеров от 30 до 50 и квалитета 6 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
находим Td =IT6 =16 мкм = 0,016 мм.) |
|
|
|
|
|
|
0 |
|
|
|
||||||||||||
Вычислить второе предельное отклонение вала, |
|
|
H 7 |
|
|
|
|
|
||||||||||||||
используя формулу (4). (es = ei + Td =0,025 + |
|
|
|
|
|
|
||||||||||||||||
45 p6 |
0,041 |
|
||||||||||||||||||||
0,016 = 0,041 мм.) |
|
|
|
|
|
|
||||||||||||||||
5. Найти допуск отверстия. (Из таблицы 1.1 для |
|
|
|
|
|
|
0,025 |
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
интервала размеров от 30 до 50 и квалитета 7 |
|
|
H 7 0,025 |
|||||||||||||||||||
находим TD =IT7 =25 мкм = 0,025 мм.) |
|
|
||||||||||||||||||||
Вычислить |
|
второе |
предельное |
отклонение |
45 |
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
отверстия, |
используя формулу (4). (ES = EI + |
|
p6 |
0,041 |
|
|||||||||||||||||
|
|
|||||||||||||||||||||
TD = 0 + 0,025 =0,025 мм.) |
|
|
|
|
|
|
0,025 |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
6. Делаем |
вывод о |
виде посадки |
и |
системе |
Посадка с |
|
|
|
|
|
||||||||||||
посадок, |
|
к |
которой |
она |
относится. |
(Для |
|
|
|
|
|
|||||||||||
|
натягом в |
|
|
|
|
|
||||||||||||||||
заданной |
посадки dmin |
> Dmax |
(ei |
>ES) – |
|
|
|
|
|
|||||||||||||
системе |
|
|
|
|
|
|
|
|||||||||||||||
размеры годных валов больше размеров годных |
|
|
|
|
|
|
|
|||||||||||||||
отверстия |
|
|
|
|
|
|||||||||||||||||
отверстий. |
EI = 0 – основное отверстие.) |
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
20
В порядке самоподготовки предлагаем выполнить анализ посадок 112H7/n6, 32JS9/h8, 80M10/g9, 50D9/h9.
Вопросы для самопроверки.
1.Дайте определение понятий предельные размеры, номинальный размер, верхнее, нижнее и основное отклонения, сопряжение, посадка, зазор, натяг, квалитет, допуск.
2.Какие посадки различают и как определить вид посадки? 3.Что понимается под системой отверстия, системой вала?
4.С какой целью задаются предельные размеры и каково их практическое применение?
5.В чем состоит отличие понятий посадка с натягом и соединение с натягом.
Лабораторная работа №2
Плоско – параллельные концевые меры длины
Цель работы: приобретение навыков работы с плоско – параллельными концевыми мерами длины. Закрепление знаний по применению стандартов ЕСДП.
Мерами называют средства измерений, предназначенные для воспроизведения заданного значения величины. На практике применяют меры длины, массы, индуктивности, сопротивления и т.д. К мерам относят стандартные образцы состава и свойств веществ и материалов, например, образцы шероховатости, твердости, чистых металлов и сплавов и т.д. В данной работе рассматриваются меры длины.
Промышленность выпускает штриховые и концевые меры длины. У штриховых мер (к ним относятся: измерительные линейки, складные метры и рулетки, брусковые меры длины и мерные проволоки) размер определяется расстоянием между штрихами. У концевых мер (плоско – параллельные концевые меры
21
длины и щупы) воспроизводимый размер определяется расстоянием между поверхностями.
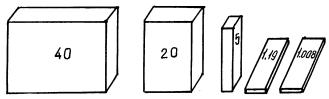
Плоско – параллельные концевые меры длины (далее – концевые меры) представляют собой параллелепипеды (рисунок 2.1), называемые также плитками, две рабочие стороны которых (измерительные поверхности) обработаны с высокой точностью в отношении расстояния между ними, отклонений от параллельности и плоскостности поверхностей.
Рис. 2.1. Плоско – параллельные меры длины
Взависимости от допуска на изготовление концевые меры длины разделяют на классы точности 00, 0, 1, 2, 3. Для концевых мер, находящихся в эксплуатации, предусмотрены 4 и 5 классы точности. При использовании концевых мер допустимые отклонения их размера, определяемые классом точности,
рассматривают в качестве характеристики инструментальной составляющей погрешности измерения, а действительный размер меры принимают равным её номинальному размеру. Номинальный размер концевой меры длины указывается на нерабочей поверхности плитки, если его значение 6 мм и выше, и на рабочей поверхности при меньших размерах.
Плоско – параллельные концевые меры длины поступают в продажу в виде наборов.
Внаборах номинальные размеры плиток имеют градацию с шагом 0,001 мм, 0,01 мм, 0,5 мм, 10 мм, 25 мм, 50 мм, 100 мм и
1000 мм. Количество мер длины в наборе от 7 до 112 штук. Наборы
сшагом градации 0,001 мм состоят из одиннадцати плиток с размерами, например, 1,000 мм; 1,001 мм; 1,002 мм; … , 1,009 мм;
1,010 мм.
22
Требуемое значение размера чаще всего нельзя воспроизвести с помощью одной концевой меры длины. В этом случае меры собирают в блок. Прежде чем приступить к сборке следует выполнить расчет блока, то есть определить значения размеров каждой из плиток, включаемых в блок. Расчет ведут по номинальным размерам мер. В начале подбирают плитки с тысячными долями миллиметра, затем с сотыми долями и т.д.
Пример. Требуется составить блок размера 28,783 мм. Подбираем плитки:
-первая плитка |
1,003 мм |
(остаток 28,783 – 1,003 = 27,78 мм); |
|
-вторая плитка |
1,28 мм |
(остаток 27,78 – 1,28 = |
26,5 мм); |
-третья плитка |
6,5 мм |
(остаток 26,5 – 6,5 |
= 20 мм); |
-четвертая плитка 20 мм |
(остаток 20 – 20 = 0). |
||
Тот же размер блока может быть получен при сочетании плиток 1,003 мм; 1,08 мм, 1,7 мм; 5 мм и 20 мм. Предпочтительным является вариант расчета, для которого число плиток меньше. Необходимо стремиться, чтобы число плиток в блоке не превышало
4 (5).
Приступаем к сборке блока. Рабочие поверхности концевых мер длины характеризуются столь малыми параметрами шероховатости, что обладают способность сцепляться друг с другом при надвигании рабочей поверхности одной плитки на рабочую поверхность другой плитки. Эта способность концевых мер длины называется притираемостью, а процесс сборки – притиркой. Силы сцепления удерживают плитки, вследствие чего собранный блок не распадается.
Перед сборкой плитки необходимо очистить от смазочного материала и промыть бензином. Для сборки совместить края рабочих (измерительных) поверхностей плиток (рис. 2.2), плотно прижать их друг к другу и, надвигая одну плитку на другую, совместить их до полного контакта. Вначале притирают плитки малых размеров между собой, затем блок из этих двух плиток к следующей (третьей) более толстой плитке и т.д.
23
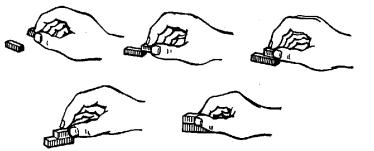
Рис. 2. 2. Притирка (сборка) двух плиток
Обращаться с мерами длины нужно осторожно: их нельзя брать руками за измерительные поверхности, подвергать ударам, царапать, нагревать. По окончании работы блок следует разобрать, плитки промыть бензином, протереть ветошью, смазать техническим вазелином и положить в соответствующие ячейки.
Меры длины, которым присвоены классы точности, используют для выполнения измерений, для настройки регулируемых калибров и технологического оборудования, для точных разметочных работ и в других случаях.
Для закрепления блоков мер и обеспечения возможности их использования при измерениях и разметочных работах выпускают принадлежности к плоско – параллельным концевым мерам длины.
Измерительные наборы принадлежностей могут содержать державки, плоско – параллельные и радиусные боковики, стяжки и зажимные сухари, основание, центровой и чертильный боковики, лекальную линейку. Конструкции и способы использования некоторых из этих приспособлений описаны в последующих лабораторных работах.
Для повышения точности результата измерений концевые меры длины применяют не по номинальным размерам (классам точности) а по действительным размерам. Для определения действительных размеров концевых мер длины их подвергают аттестации/калибровке. В зависимости от погрешности
24

аттестации (погрешности результата измерений длины меры) наборам мер присваивают разряды 1, 2, 3, 4, 5. Такие меры и наборы мер используют при поверке средств измерений в качестве эталонов.
Порядок выполнения работы
1.Задание на лабораторную работу выдает преподаватель в виде обозначения посадки.
2.Записать условное обозначение посадки на эскизе узла и условные обозначения предельных размеров на эскизах деталей.
3.Используя стандарты ЕСДП (табл.1.1 – 1.3), определить предельные размеры и предельные отклонения размеров вала и отверстия и занести их в таблицу.
4.Построить схему полей допусков. Установить вид и систему посадки, определить предельные значения зазоров и/или натягов.
5.На основании паспорта или аттестата, прилагаемого к набору концевых мер длины, рассчитать блок мер для одного из предельных размеров. В журнал занести номинальные и действительные размеры плиток.
6.Из справочных таблиц выписать значения предельных погрешностей для каждой из плиток: а) в зависимости от класса точности набора мер (таблица 2.2) и б) в зависимости от разряда (таблица 2.3), а также действительные размеры плиток.
7.Вычислить действительный размер блока плиток.
8.Определить предельные погрешности размера блока ∆бл для случаев его использования по классам и по разрядам
|
n |
бл |
2i , |
|
i 1 |
где ∆i - предельная погрешность размера плитки, определяемая классом точности (разрядом);
n – число плиток.
8.Из набора мер длины отобрать требуемые плитки, протереть их и составить блок плиток. Представить блок плиток преподавателю.
9.Разобрать блок и расставить плитки по ячейкам.
25
Таблица 2.2. Допустимые отклонения размера плоско – параллельных концевых мер длины в зависимости от класса точности (ГОСТ 9038), мкм
Номинальный |
|
Класс точности мер |
|
|||
размер меры, мм |
1 |
2 |
3 |
4 |
5 |
|
|
|
|
|
|
|
|
До 10 |
0,20 |
0,40 |
0,80 |
2,00 |
4,00 |
|
св. 10 |
до 25 |
0,30 |
0,60 |
1,20 |
2,50 |
5,00 |
св. 25 |
до 50 |
0,40 |
0,80 |
1,60 |
3,00 |
6,00 |
св. 50 |
до 75 |
0,50 |
1,00 |
2,00 |
4,00 |
8,00 |
св. 75 до 100 |
0,60 |
1,20 |
2,50 |
5,00 |
10,0 |
|
св. 100 до 150 |
0,80 |
1,60 |
3,00 |
6,00 |
10,0 |
|
св. 150 до 200 |
1,00 |
2,00 |
4,00 |
8,00 |
15,0 |
|
|
|
|
|
|
|
|
Таблица 2.3. Предельные погрешности измерения плоско - параллельных концевых мер длины в зависимости от разряда (ГОСТ 8.166) , мкм
Номинальный |
|
Разряды мер |
|
|
|||
|
|
|
|
|
|
||
размер меры, мм |
|
|
|
|
|
|
|
1 |
2 |
3 |
|
4 |
5 |
||
|
|
|
|||||
|
|
|
|
|
|
|
|
До 10 |
0,02 |
0,06 |
0,11 |
|
0,22 |
0,60 |
|
св. 10 |
до 25 |
0,02 |
0,06 |
0,12 |
|
0,25 |
0,60 |
св. 25 |
до 50 |
0,03 |
0,08 |
0,15 |
|
0,30 |
0,80 |
св. 50 |
до 75 |
0,03 |
0,09 |
0,18 |
|
0,35 |
0,90 |
св. 75 до 100 |
0,04 |
0,10 |
0,20 |
|
0,40 |
1,00 |
|
св. 100 до 150 |
0,04 |
0,11 |
0,22 |
|
0,45 |
1,10 |
|
св. 150 до 200 |
0,05 |
0,12 |
0,25 |
|
0,50 |
1,20 |
|
|
|
|
|
|
|
|
|
Вопросы для самопроверки
1.Какие средства измерений называют мерами?
2.Для решения каких задач используются меры?
2.Поясните порядок расчета и последовательность операций при сборке блока плиток.
3.По каким принципам концевым мерам длины присваивают классы и разряды?
26

Лабораторная работа №3
Настройка регулируемого калибра – скобы.
Цель работы. Изучение конструкции и правил применения калибров.
Калибры – бесшкальные контрольные инструменты, предназначенные для установления соответствия действительных размеров, формы и расположения поверхностей деталей требованиям чертежа. Контроль калибрами не дает возможности определить действительные значения размеров, отклонений формы или расположения, но позволяет установить, находятся они или нет в заданных пределах. Калибры бывают нормальные и предельные.
Нормальные калибры, главным образом, представляют собой точные реализации номинальной формы сечения поверхности, выполненные из листового материала (шаблоны, рис.3.1) и используемые для контроля сложных профилей. Шаблон прикладывают к контролируемой поверхности (прикладные калибры) или накладывают на неё (накладные калибры). О годности детали судят по величине зазора между проверяемым профилем и контуром, воспроизводимым нормальным калибром.
а) |
б) |
в) |
Рис.3.1. Профильные калибры (шаблоны): а) – накладной; б) – прикладной; в) - набор радиусных шаблонов
Предельные калибры воспроизводят один или два предельных размера детали. В первом случае их называют однопредельными калибрами, во втором - двухпредельными калибрами.
27
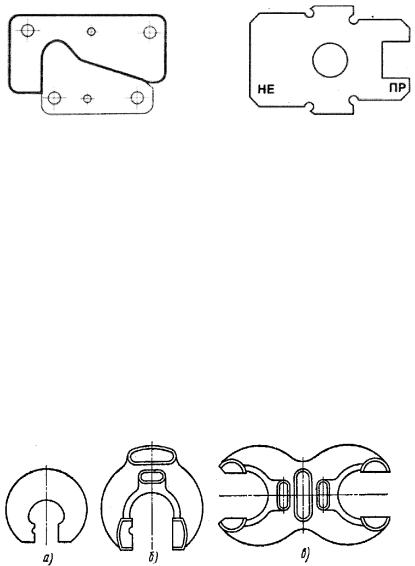
а) б)
Рис. 3.2. Шаблоны: а) – шаблон и контршаблон для контроля профиля ободьев локомотивных колес с гребнем толщиной 33 мм; б) - шаблон № 5 для контроля размера высоты окна и толщины перемычки окна тормозного башмака под чеку
Калибры с охватывающей рабочей поверхностью называют калибрами – кольцами (более распространенный вариант исполнения в виде калибров – скоб, так как калибры – кольца неудобны при применении). Их используют для контроля охватываемых (наружных) поверхностей (валов)
Калибры с охватываемой рабочей поверхностью называют калибрами – пробками и применяют для контроля охватывающих (внутренних) поверхностей (отверстий).
Предельные калибры используют при проверке размеров гладких цилиндрических, плоских параллельных, конусных, резьбовых, шлицевых поверхностей, высоты выступов и глубины впадин и в других случаях при заданной точности размера не выше шестого квалитета (рис.3.3 – 3.4).
Рис.3.3. Калибры – скобы для контроля наружных цилиндрических поверхностей (валов): а) и б) – односторонние; в) двусторонний
28
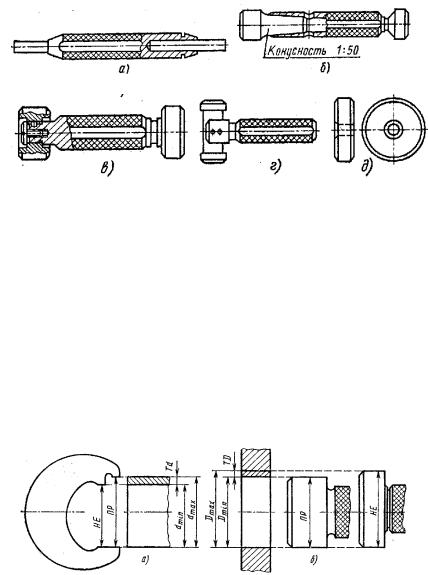
Рис.3.4. Калибры – пробки для контроля внутренних цилиндрических поверхностей (отверстий): а), б), в) – двусторонние, двухпредельные; г) – односторонний, однопредельный; д) – контрольный калибр для скоб
Контроль калибрами состоит в соединении детали по контролируемой поверхности и калибра по рабочей поверхности.
Размер калибра – скобы (рис.3.5а), воспроизводящий наибольший предельный размер вала, называют проходным пределом ПР. Размер калибра – скобы, воспроизводящий наименьший предельный размер вала, называют непроходным пределом НЕ.
Проходной калибр – пробка ПР (рис.3.5б) воспроизводит наименьший предельный размер отверстия, непроходной калибр НЕ - наибольший предельный размер отверстия.
Рис.3.5. Схема контроля предельными калибрами: а) – вала и б) – отверстия
29