

П.Т.М. [учебное пособие]
.pdfДостаточно широко применяют ролики с неподвижными осями, которые бывают легкого и тяжелого типов. Ролики легкого типа (рис.2.7, а) установлены на шарикоподшипниках с встроенными уплотнениями. При ширине ленты 800 мм и более используют ролики тяжелого типа (рис. 2.7, б), установленные на конических роликоподшипниках. Размеры роликов принимают по ГОСТ 22646—77*. Диаметр ролика выбирают в зависимости от ширины и скорости ленты, а также плотности транспортируемого груза
(табл.2.2).
Таблица 2.2 – Диаметр ролика в зависимости от параметров ленты и плотности груза
Плотность перемещаемого |
Ширина ленты, |
Максимальная |
Диаметр ролика, |
|
груза, т/м, не более |
мм |
|
скорость ленты, м/с |
мм |
|
|
|
|
|
1,6 |
400; 500; |
650 |
2,0 |
89 |
|
|
|
|
|
1,6 |
800 |
|
1,6 |
89 |
|
|
|
|
|
2,0 |
400; 500; |
650 |
2,5 |
108 |
|
|
|
|
|
1,6 |
800; 1000; |
1200 |
2,5 |
108 |
|
|
|
|
|
2,0 |
800; 1000; |
1200 |
2,5 |
133 |
|
|
|
|
|
3,5 |
800; 1000; |
1200 |
4,0 |
159 |
|
|
|
|
|
3,5 |
1400; 1600; 2000 |
3,2 |
159 |
|
|
|
|
|
|
3,5 |
800; 1000; |
1400 |
4,0 |
194; 219 |
|
|
|
|
|
4,0 |
1600; 2000 |
6,3 |
245 |
|
|
|
|
|
|
Желобчатые роликовые опоры (рис. 2.6, б) изготовляют из двух, трех, пяти и семи роликов. Наиболее распространены трехроликовые опоры. К недостаткам пяти- и семироликовых опор относятся большое число подшипников, усложненная конструкция и, следовательно, более высокая стоимость.
В трехроликовой опоре все ролики, как правило, располагают в одной плоскости (рис. 2.8, в). Для уменьшения повреждения ленты (в зазорах между роликами) и удобства смазывания средний ролик смещают вперед (рис.2.8 т) Боковые ролики трехроликовой опоры располагают под углом α, равным 20 или 30°, независимо от вида груза и ширины ленты. Для легких
грузов с насыпной плотностью до 1 т/ |
м |
3 |
(зерно и зернопродукты) при |
|
|||
|
|
ширине ленты 400...800 мм допускается увеличение угла α до 45...60°, что позволяет повысить производительность, уменьшить просыпание груза, улучшить центрирование ленты. В месте перехода желобчатого профиля ленты на прямой (перед концевым барабаном) устанавливают две или три роликовые опоры с уменьшенным углом наклона боковых роликов. В таблицах А.3, А.4 приложения приведены размеры прямых и желобчатых роликовых опор, показанных на рисунке 2.8.
Расстояние между роликовыми опорами принимают в зависимости от ширины ленты. При транспортировке сыпучих грузов и ширине ленты
61
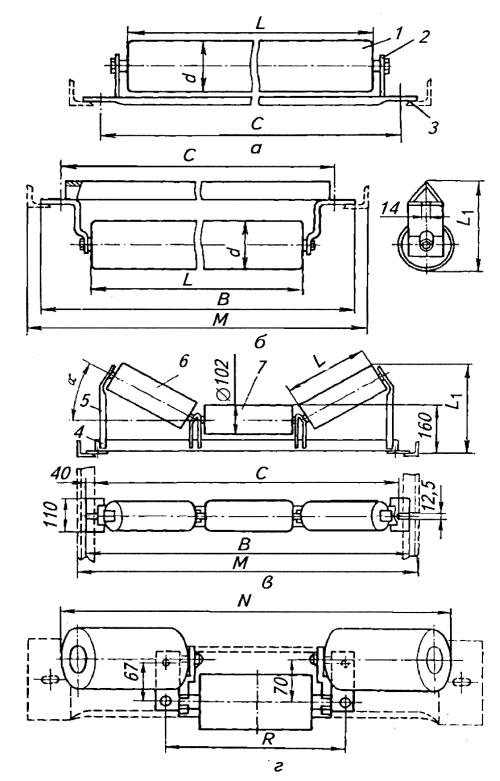
а, б – соответственно верхняя и нижняя прямые роликовые опоры; в – верхняя желобчатая опора для ленты шириной 400 и 650 мм; г – нижняя желобчатая опора для лепты шириной 500 мм;
1 – ролик; 2 и 5 – стойки; 3 и 4 – планки; 6 – боковой ролик; 7 – средний ролик
Рисунок 2.8 – Опорные устройства (все размеры даны в мм)
62
400…1200 мм расстояние (шаг) между опорами, поддерживающими рабочую
ветвь, принимают в пределах |
l |
P |
= 1…1,5 м. Меньшие значения шага для |
|||||||||||
|
||||||||||||||
ленты большей ширины. |
|
|
|
|
|
|
|
|
|
|
||||
|
|
Стрела провисания ленты при наименьшем ее натяжении |
F |
|||||||||||
|
|
min должна |
||||||||||||
удовлетворять условию |
|
|
g q |
|
q |
|
l |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
y |
|
|
|
|
2 |
|
|
|
||
|
|
|
|
|
Г |
|
Л |
p |
, |
|
(2.9) |
|||
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
8 F |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
min |
|
|
|
|
|
где |
q |
Г |
|
линейная плотность груза, (т.е. масса груза на 1 м ленты), кг/м. |
||||||||||
|
|
|||||||||||||
|
|
Допустимая стрела провисания |
ленты |
при транспортировании |
||||||||||
насыпного груза [у] = (0,025...0,03) lp . В зоне загрузки конвейера расстояние
между
ветви |
l |
|
опорами принимают в 2 раза меньше, т.е.
Х |
0,5 |
l |
p . |
|
|
l |
0 |
|
2 l |
p |
|
, а для холостой
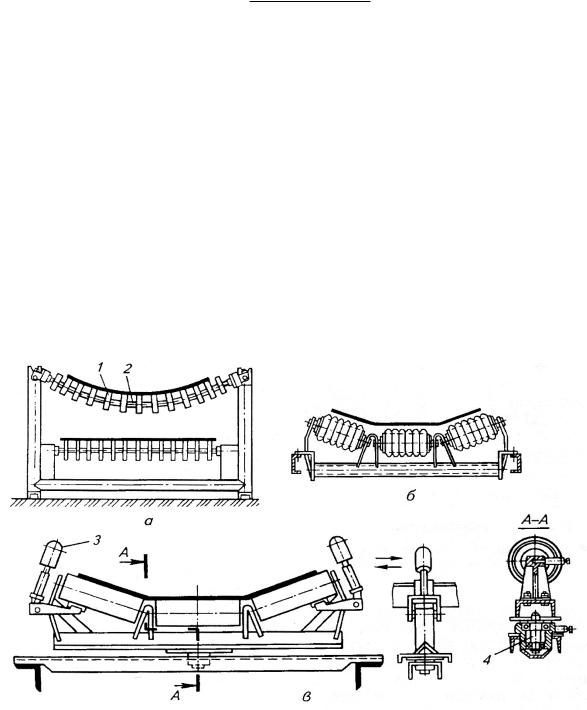
В конвейерах могут быть использованы также специальные роликовые опоры. К ним относятся амортизирующие и подвесные дисковые опоры гирляндного типа. Пример последней с пластмассовыми дисками 1, вращающимися на гибкой оси 2, показан на рисунке 2.9, а. Амортизирующая желобчатая роликовая опора с резиновыми кольцами показан на рисунке 2.9, б. Эти опоры могут воспринимать толчки и ударные нагрузки, что способствует увеличению срока службы ленты. Центрирующие роликовые опоры (рис. 2.9, в) могут регулировать положение ленты относительно продольной оси конвейера.
а– дисковая; б – амортизирующая; в – центрирующая;
1– диск; 2 – гибкая ось; 3 – боковые ролики; 4 – ось Рисунок 2.9 – Типы роликовых опор
63
Натяжные устройства предназначены для создания необходимого натяжения ленты, обеспечивающего ее сцепление с приводным барабаном, а также для ограничения провисания ленты между опорами и компенсации удлинения ее в результате вытяжки в процессе работы. Натяжение ленты осуществляется перемещением натяжного барабана посредством винтового или грузового устройства (станции).
Рисунок 2.10 – Винтовое натяжное устройство
Винтовые натяжные устройства (рис. 2.10) применяются в конвейерах длиной не более 60 м, с трассой несложной конфигурации, при относительно небольших усилиях в ленте. Винты 3, действуя на ползуны 2, служащие опорами оси натяжного барабана 1, перемещают последний и тем самым натягивают ленту. Винтовое устройство не создает постоянного натяжения ленты – оно уменьшается по мере ее удлинения. Поэтому в процессе эксплуатации ленту необходимо периодически подтягивать. Преимущества таких устройств – простота конструкции и компактность.
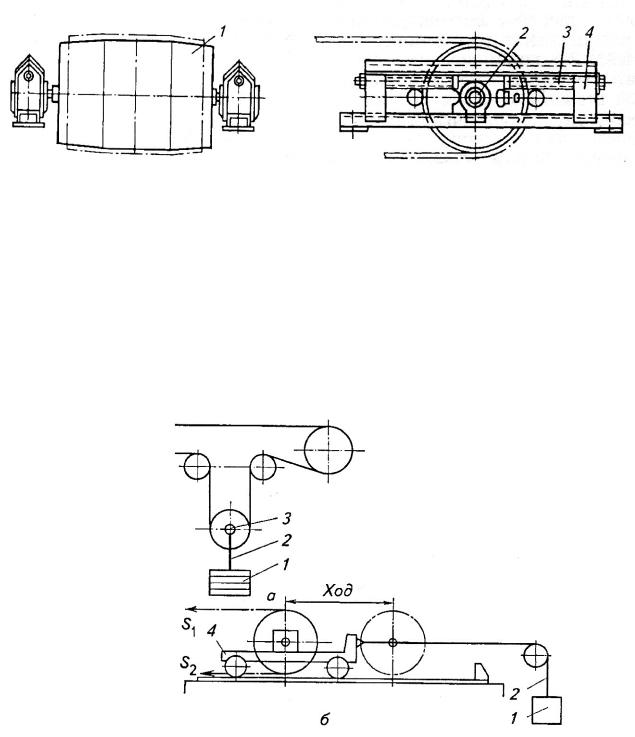
а – вертикальное; б – горизонтальное; 1 – груз;
2 – подвеска; 3 – опора; 4 – тележка Рисунок 2.11 – Грузовые натяжные устройства
64
Грузовые натяжные устройства (станции) автоматически поддерживают постоянное натяжение ленты. В зависимости от направления перемещения натяжного барабана различают вертикальные и горизонтальные натяжные устройства (рис. 2.11, а, б). Груз 1 через подвеску 2 соединен с опорой 3 натяжного барабана вертикального устройства (рис. 2.11, а) или тележкой 4 (рис. 2.11, б) горизонтального устройства. Под действием силы тяжести груза натяжной барабан перемещается и тем самым создается необходимое натяжение ленты. Ход устройства должен составлять 1…1,5 % длины конвейера.
Вертикальные натяжные устройства располагают на холостой ветви ленты вблизи приводного барабана или в средней части конвейера, а горизонтальные – в начале грузовой ветви.
Загрузочные устройства служат для подачи груза на ленту и рационального размещения его па ней. Конструкция загрузочных устройств зависит от характеристик транспортируемого груза и способа его подачи на конвейер.
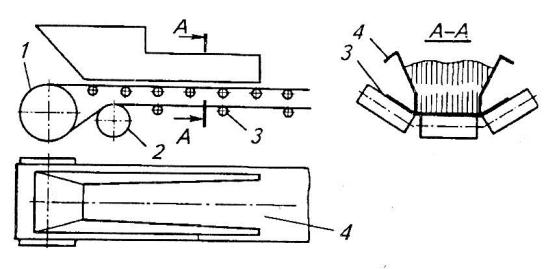
Для подачи на ленту сыпучих грузов применяют загрузочные воронки с нижним лотком (рис.2.12). От конструкции, размеров и углов наклона воронки и лотка во многом зависит надежность работы конвейера. Углы наклона стенок воронки должны быть на 10... 15° больше угла трения сыпучего груза о стенки воронки во избежание зависания груза. Ширину загрузочного лотка принимают 0,5...0,65 ширины ленты, а его длина должна быть достаточной для обеспечения формирования ровного слоя груза: ориентировочно 1,25...2,5 ширины ленты. Чтобы устранить просыпание груза, к боковым и задней стенкам загрузочного устройства крепят полосы из мягкой износостойкой резины.
1 – натяжной барабан; 2 – отклоняющий барабан (ролик); 3 – поддерживающие ролики; 4 – лоток Рисунок 2.12 – Разгрузочные устройства
65
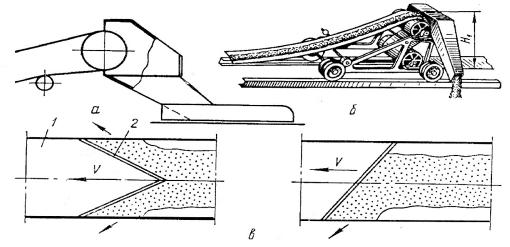
Разгрузочные устройства. Разгрузка ленточного конвейера чаше всего происходит через концевой барабан. В этом случае могут быть применены разгрузочные (сбрасывающие) воронки (рис. 2.13). Для разгрузки сыпучих грузов по длине конвейера используют одно- и двухсторонние плужковые сбрасыватели, которые представляют собой шиты соответствующей формы, расположенные над лентой (см. рис. 2.13 в), или специальные тележки.
а– сбрасывающая воронка; б – двухбарабанная сбрасывающая тележка;
в– плужковые сбрасыватели; 1 – лента, 2 – щит
Рисунок 2.13 – Разгрузочные устройства
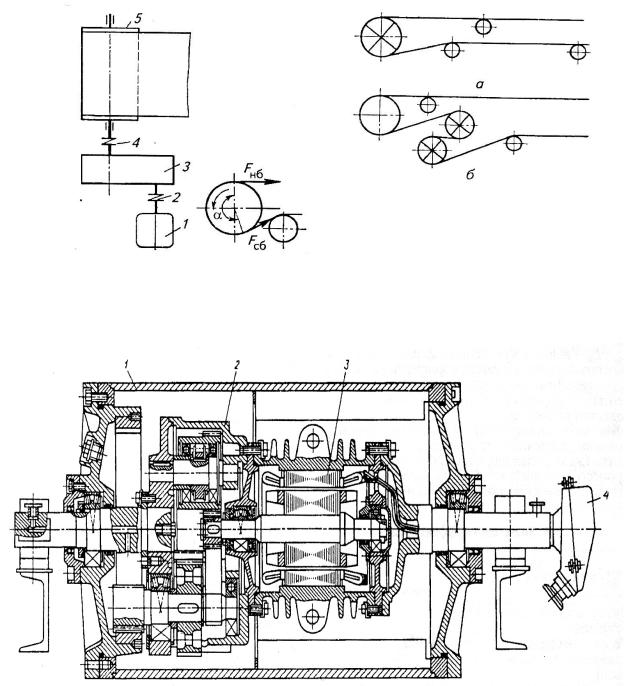
Привод предназначен для приведения в движение ленты конвейера. Наиболее распространен привод, состоящий из двигателя 1 (рис. 2.14), редуктора 3, барабана 5, а также муфт 2 и 4, соединяющих редуктор с двигателем и барабаном.
Вприводах наклонных конвейеров целесообразно применять остановы
итормоза, препятствующие движению рабочей ветви ленты вниз под действием составляющей силы тяжести груза при выключенном двигателе. С целью уменьшения натяжения, необходимого для создания требуемого окружного усилия, увеличивают угол обхвата а приводного барабана. Для этого устанавливают отклоняющий барабан (рис.2.15, а) или два приводных барабана (рис.2.15, б) — так называемый тандем-привод.
К преимуществам однобарабанного привода относятся простота конструкции, небольшие габаритные размеры, меньшее число перегибов ленты по сравнению с двухбарабанным. Основное преимущество двухбарабанного привода — большой суммарный угол обхвата (до 400°). Его обычно применяют в горизонтальных и наклонно-горизонтальных конвейерах большой длины.
Внекоторых случаях при мощности двигателя до 50 кВт используют барабаны со встроенным мотор - редуктором (рис.2.16). Это повышает компактность привода и уменьшает его массу. Такую конструкцию целесообразно применять в передвижных конвейерах.
66
|
а – с отклоняющим барабаном |
|
|
(роликом), |
|
|
б – с двумя барабанами |
|
Рисунок 2.14 – |
Рисунок 2.15 – |
|
Приводное устройство |
||
Привод ленточного конвейера |
||
|
||
|
|
1 – барабан; 2 – редуктор; 3 – электродвигатель; 4 – токопровод Рисунок 2.16 – Мотор – барабан конструкции ВНИИПТМАШа
В качестве передаточного механизма в конвейерах наряду с редукторами могут быть использованы ременные и цепные передачи
(рис.2.17).
Местоположение привода определяется конструктивными и эксплуатационными условиями. Обычно решающим фактором при выборе места его установки является стремление уменьшить наибольшее натяжение
67
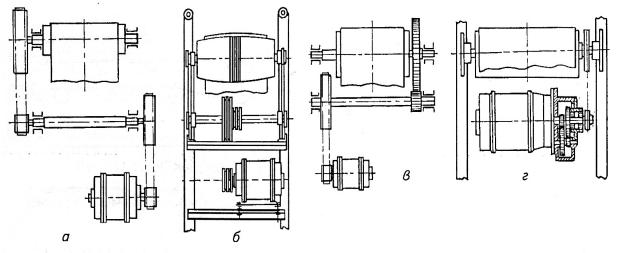
ленты. По этим соображениям приводной барабан размещают в конце рабочей ветви. Однако в передвижных и наклонных конвейерах приводы часто устанавливают в их начале или середине, что удобно в эксплуатации и способствует их большей устойчивости.
а – с двумя ременными передачами; б – с двумя клиноременными передачами; в – с ременной и зубчатой передачами;
г – с цепной передачей и редуктором. Рисунок 2.17 – Схемы приводных станций
Энергия привода ленточного конвейера расходуется на выполнение полезной работы и преодоление сопротивлений, основным из которых является сопротивление передвижению лент на прямолинейных и криволинейных участках. С определенными упрощениями, вполне приемлемыми в инженерной практике, сопротивления на прямолинейных участках (в общем случае) можно рассчитать по следующей формулам:
для рабочих ветвей
|
|
W |
g L |
[(q |
Г |
q |
Л |
q |
P.P |
) cos (q |
Г |
q |
Л |
) sin ] |
, |
(2.10) |
||
|
|
P |
|
P |
|
|
|
|
|
|
|
|||||||
|
|
i |
|
i |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Для холостой ветви |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
WX |
g LX |
(qГ qP. X . ) ( cos sin ) , |
|
|
(2.11) |
||||||||||
|
|
|
|
i |
|
|
i |
|
|
|
|
|
|
|
|
|
|
|
где g = 9,81 м/с 2 – ускорение свободного падения; |
|
|
|
|
|
|
|
|||||||||||
L |
L |
X – длины рассматриваемых рабочего и холостого прямолинейных |
||||||||||||||||
P и |
|
|||||||||||||||||
i |
|
i |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
участков конвейера; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
qГ , |
qЛ , qР.Р. и |
qХ .Р. – линейные плотности соответственно груза, ленты, |
||||||||||||||||
роликовых опор рабочей и холостой ветвей; qР.Р mP.P / lP , qР. X |
mP. X / lX ; |
|||||||||||||||||
– коэффициент сопротивления движению ленты по роликам. |
|
|||||||||||||||||
Холостая ветвь всегда опирается на прямые ролики. |
|
|
|
|
|
|
|
|||||||||||
68
Таблица 2.3 – Значения коэффициента ξ
Условия работы конвейера |
Роликовые опоры |
|
|
прямые |
желобчатые |
Чистое и сухое помещение без пыли |
0,018 |
0,02 |
То же, с небольшим количеством абразивной |
0,022 |
0,025 |
пыли |
|
|
Неотапливаемое помещение или на открытом |
0,035 |
0,04 |
воздухе при значительной запыленности |
|
|
Сопротивления на криволинейных участках ленты (при огибании натяжного и отклоняющих барабанов или отклоняющих роликов рабочей желобчатой ветви) зависят от угла обхвата, жесткости ленты, типа подшипников и других факторов. Эти сопротивления можно оценить по
значению |
коэффициента |
|
0 |
|
1,04…1,06 (меньшие значения при угле |
|
|
|
|||||
обхвата 90 , большие при 180 ). |
||||||
Загрузка конвейера также сопряжена с возникновением сопротивления |
||||||
движению |
ленты, зависящего |
|
от производительности, скорости ленты v, |
|||
начальной |
скорости груза |
v |
0 |
, поступающего на ленту в направлении |
||
|
|
|||||
движения тягового органа, и других факторов. С некоторыми допущениями сопротивление при загрузке
|
Wзаг QC (v v0 ) , |
(2.12) |
где QC производительность конвейера, кг/с. |
|
|
t |
Чтобы ленту привести в движение необходимо создать тяговое усилие |
|
(окружную силу на барабане), которое обычно определяют |
методом |
|
F |
|
|
обхода по контуру. При этом весь контур разбивают на участки и, начиная обычно со сбегающей ветви, последовательно определяют натяжение для каждого участка. Для данного случая натяжение тягового органа в каждом последующем участке равно натяжению в предыдущем плюс сумма сопротивлений на рассматриваемом участке. В результате получают
|
|
F m W |
, |
(2.13) |
|||
|
|
t |
|
0 |
|
|
|
где m – число барабанов (и отклоняющих роликов), кроме приводного; |
|
||||||
|
W |
– алгебраическая сумма сопротивлений на прямолинейных участках. |
|||||
|
|||||||
Исходя из условия сцепления ленты с приводным барабаном |
|||||||
определяют натяжения в ветвях ленты. Для сбегающей ветви |
|
||||||
|
|
Fсб |
|
Ft |
|
, |
(2.14) |
|
|
e f 1 |
|||||
|
|
|
|
|
|
||
где е =2,71 – основание натурального логарифма;
f –коэффициент трения ленты по барабану, зависящий от материала и состояния поверхности барабана, а также от атмосферных условий: для чугунного и стального барабанов 0,1…0,3;
69

для барабана с деревянной футеровкой 0,15…0,35, с резиновой – 0,15…0,4 (меньшие значения следует принимать при большей влажности);
α– угол обхвата приводного барабана лентой. Максимальное натяжение набегающей (рабочей) ветви
F |
F |
F |
F |
(2.15) |
нб |
t |
cб |
max , |
Необходимое минимальное натяжение рабочей ветви в месте сбегания ленты с натяжного барабана при выбранной стреле провисания у, не превышающей допустимого значения [у]
|
|
g (q |
|
q |
|
) l |
2 |
|
|
F |
|
Г |
Л |
P |
, |
(2.16) |
|||
|
|
|
|
||||||
|
|
|
|
|
|
||||
min |
|
|
|
8 y |
|
|
|||
|
|
|
|
|
|
|
|
||
Если стрела провисания заранее обхода по контуру. Так, для конвейера,
не выбрана, |
min определяют методом |
|
F |
выполненного по схеме рисунка 2.18
|
|
|
F |
[(F |
W |
|
) |
0 |
W |
|
] |
, |
(2.17) |
|
|
|
min |
cб |
X .Г . |
|
X .H . |
0 |
|||||
где |
WX . Г |
и |
WX .H – сопротивления |
движению |
прямолинейных |
участков |
|||||||
холостой ветви ленты соответственно горизонтального и наклонного
участков; |
0 |
– коэффициенты сопротивления передвижению ленты на |
|||
0 |
и |
||||
|
|
/ |
|
|
|
отклоняющем и натяжном барабанах. Знак «–» перед |
W |
X .H , имеет место при |
|||
|
|
|
|
|
|
его отрицательном значении, т.е. когда оно будет не силой сопротивления, а движущей силой.
При таком методе после определения необходимо вычислить стрелу провисания ленты по формуле (2.9).
Для выбора электродвигателя необходимо знать расчетную (потребную) мощность
|
|
|
Pдв |
|
Ft v |
, |
(2.18) |
||
|
|
|
|
|
M |
||||
|
|
|
|
|
|
|
|
|
|
где б |
КПД барабана, зависящий от типа подшипников жесткости ленты и |
||||||||
пр., |
|
0,92...0,96 |
; |
|
|
|
|
|
|
б |
|
|
|
|
|
|
|
||
М |
– КПД передаточного механизма. |
|
|
|
|
||||
|
Номинальная мощность выбираемого двигателя должна быть больше |
||||||||
расчетной: Pном Pдв .
Для конвейеров часто применяют трехфазные асинхронные двигатели серии 4А (см. табл. А.5 приложения). Закрытое и обдуваемое исполнение позволяет использовать их для работы в загрязненных условиях, на открытом воздухе.
При выборе передаточного механизма привода (подборе редуктора) необходимо знать его передаточное число
70