

Средства измерений
Лекальная линейкапредназначена для оценки отклонения от прямолинейности поверхности по величине просвета. Конструкции и характеристики точности лекальных линеек приведены в описании лабораторной работы №1.
Микрометрические инструменты(микрометры – гладкие, листовые, трубные, зубомерные и рычажные, микрометрические глубиномеры и нутромеры, рычажные скобы) широко применяются в промышленности. Все эти инструменты имеют унифицированный узел – микрометрическую головку. Устройство головки основано на принципе работы винтовой пары, в которой вращательное движение точного винта, установленного в неподвижной гайке, преобразуется в его поступательное движение вдоль оси Параметры микрометрического винта: шаг 0,5 мм, рабочая длина 25 мм.
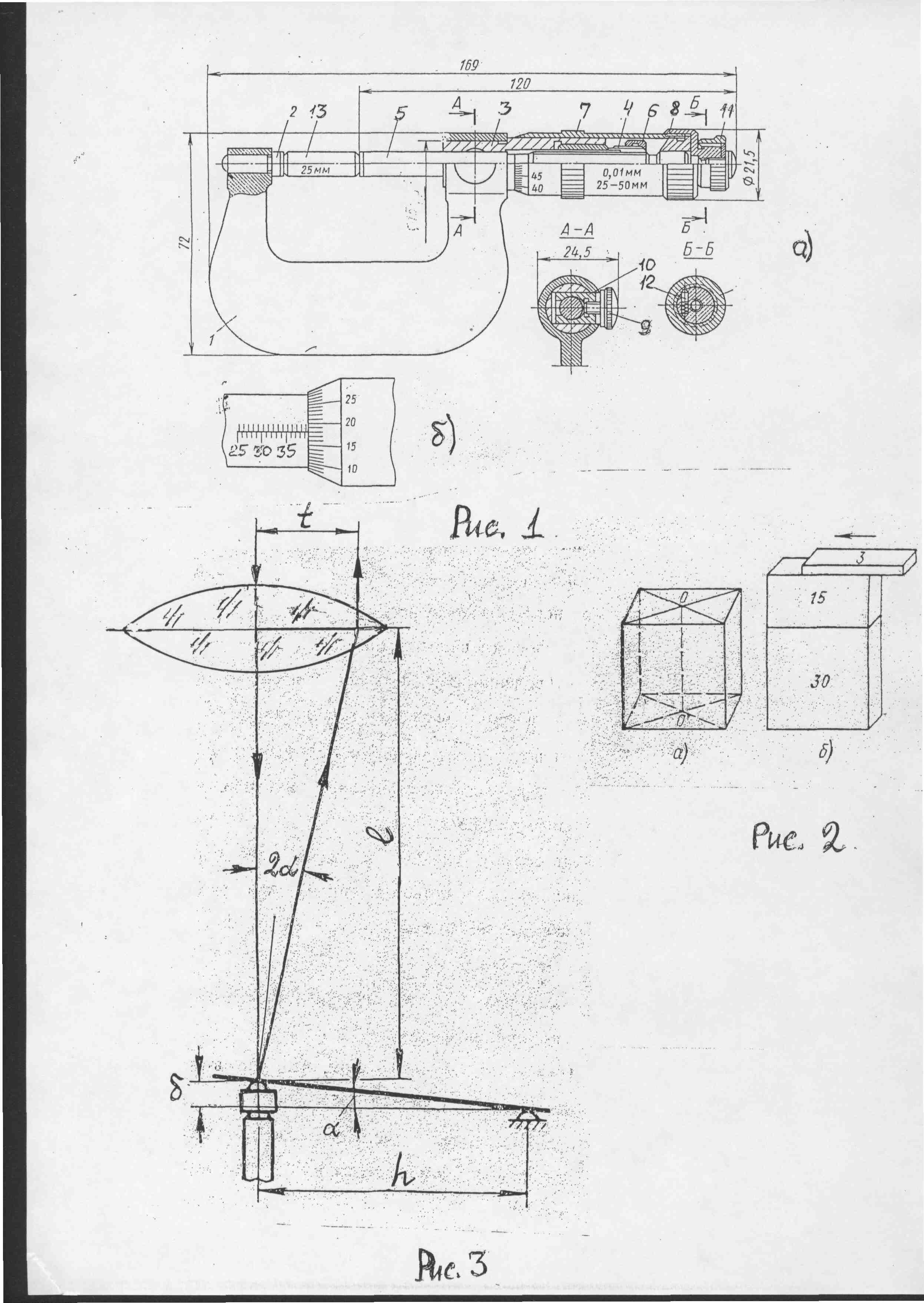
Гладкий микрометрпредназначен для измерений наружных размеров. Конструкция гладкого микрометра представлена на рис.1,а. В корпус микрометра (скобу) 1 запрессованы неподвижный измерительный наконечник (пятка) 2 и стебель 3. Внутри стебля установлена гайка 4, в
которую ввинчивается микрометрический винт 5. Для исключения зазора в резьбовом сопряжении на разрезанный конец гайки 4 навинчивается регулировочная гайка 6. На микровинт надет барабан 7, закрепляемый установочным колпачком 8. Для закрепления барабана в требуемом положении относительно микровинта (например, при установке на нижний предел измерений) служат винт 9 и втулка 10.
Вращение микровинта осуществляется с помощью рукоятки 11, связанной с колпачком через муфту предельного момента 12. Рукоятка вместе с муфтой образуют устройство стабилизации усилия измерения: муфта способна передать крутящий момент не более определенной величины. Когда деталь зажимается между измерительными поверхностями, муфта начинает проскальзывать, потрескивая. Поэтому устройство стабилизации часто называют «трещоткой». Регулировкой муфты устанавливается измерительное усилие в диапазоне (5 … 9) Н.
Микрометры выпускаются с диапазоном измерения 25 мм; нижний предел измерения для большинства микрометров - от 0 до 275 мм. Микрометры с нижним пределом измерения 25 мм и более снабжаются установочными мерами 13 для установки на нижний предел измерений. На стебле микрометра нанесены основная шкала с ценой деления 0,5 мм и продольная линия – указатель шкалы нониуса (рис.1,б). Для удобства отсчета четные штрихи шкалы с оцифровкой нанесены по одну сторону продольной линии, а нечетные – по другую. На коническом конце барабана нанесена шкала кругового нониуса с числом делений n= 50 и величиной отсчетаc= 0,5 мм:50 = 0,01 мм.
Для повышения износостойкости конец микровинта и пятка некоторых микрометров выполнены из твердого сплава. При измерении изделие помещают между пяткой и микровинтом, который вращают за рукоятку до тех пор, пока муфта не начнет потрескивать. Затем производят отсчет показаний по обеим шкалам инструмента. Отсчет по основной шкале равен расстоянию от нулевого штриха до края скоса барабана с округлением до 0,5 мм в меньшую сторону. Этот отсчет суммируется со вторым, производимым по делению на барабане напротив продольной линии стебля. Так, отсчет по шкалам на рис.1,б равен x= 39,5 + 0,01.18 = 39,68 мм.
Плоскопараллельные концевые меры длины(далее – концевые меры длины или КМД) – меры, имеющие форму прямоугольного параллелепипеда с двумя плоскими взаимно параллельными измерительными поверхностями. Концевые меры длины изготовляют из хромистой стали (размером до 1000 мм) с закалкой рабочих поверхностей до твердости не нижеHRC62 или из твердого сплава (размером до 100 мм). Концевые меры длины из твердого сплава дороже стальных, но их стойкость к истиранию (износу) значительно выше (в 10…40 раз). Шероховатость измерительных поверхностей – не более 0,050…0,65 мкм по параметруRz.
Концевые меры длины предназначены для использования в качестве:
.эталонных мер– для передачи размера от первичного эталона концевым мерам длины меньшей точности, а также для поверки и калибровки средств измерений;
.рабочих мер– для настройки измерительных приборов и установки их «на нуль», а также для точных измерений. Технические требования, форма и размеры концевых мер длины, комплектование в наборы, классификация по точности и правила поверки установлены стандартом (ГОСТ 9038-90).
За номинальный размер концевой меры длины принимается ее срединная длина,равная длине перпендикуляра, опущенного из середины одной измерительной поверхности на противоположную измерительную поверхность (рис.2,а). Номинальное значение срединной длины наносится на рабочей (измерительной) поверхности каждой меры размером до 5,5 мм или
на нерабочей (боковой) поверхности – для мер более 5,5 мм. Отечественная промышленность выпускает концевые меры длины следующих номинальных размеров и градаций размеров:
. от 0,991 до 1,010 мм через 0,001 мм;
.от 1,00 до 1,50 мм через 0,01 мм;
.от 1,0 до 2,0 мм через 0,1 мм;
.от 0,5 до 25,0 мм через 0,5 мм;
. от 10 до 100 мм через 10 мм и так далее.
Концевые меры длины комплектуются в наборы (от 10 до 112 мер в каждом), обеспечивающие возможность получения блока КМД любого размера (в пределах определенного диапазона) с градациями 0,001; 0,01; 0,1; 0,5; 1; 10; 25; 50 или 100 мм. Кроме того, выпускаются специальные наборы КМД (от 2 до 28 мер), предназначенные в основном для поверки конкретных типов средств измерений (штангенинструментов, микрометров, оптиметров, индикаторных головок и т.д.).
С цель расширения области применения концевых мер длины при контрольных и разметочных операциях их используют совместно с принадлежностями. В набор принадлежностей к КМД входят: державка, основание, стяжки, зажимной сухарь, боковики (плоскопараллельный, центровой, радиусные, чертильный).
При составлении блока концевых мер длины используется свойство притираемости поверхностей, имеющих малую шероховатость и малые отклонения от плоскостности при наличии тончайшего слоя смазки. Притираемость КМД – свойство ее измерительных поверхностей, обеспечивающее прочное сцепление концевых мер между собой при надвигании одной меры на другую. Для притирки концевых мер длины в блок одну меру накладывают на другую со смещением и сдвигают ее с некоторым усилием вдоль рабочей плоскости (рис.2,б). Притираемость характеризуется усилием сдвига порядка 30…80 Н. После промывке в бензине толщина масляной пленки на измерительной поверхности КМД равна приблизительно 0,02 мкм. Поверхности, полностью обезжиренные, а также покрытые толстым слоем смазки, не притираются.
Блоки КМД следует составлять из возможно меньшего числа мер (не более 4 или 5). При подборе размеров концевых мер длины для составления блока следует начинать с последнего знака длины блока. Например, для
получения блока КМД размера 74,725 мм концевые меры длины выбираются в таком порядке: 1,005; 1,22; 2,5 и 70 мм.
Длина концевой меры длины в данной точкеопределяется длиной перпендикуляра, опущенного из данной точки на противоположную измерительную поверхность. Наибольшая по абсолютной величине разность между длиной меры в любой точке и ее срединной длиной принимается за отклонение от плоскопараллельности меры. Обычно этот вид погрешности определяется измерениями срединной длины и длины меры в четырех угловых точках измерительной поверхности с отступлением от краев не менее чем на 0,5 мм.
Стандартом установлено деление концевых мер длины на классы точности (в зависимости от точности их изготовления) и разряды (в зависимости от точности их аттестации). Предусмотрены 8 классов точности КМД: 00; 01; 0; 1; 2; 3; 4; 5. Концевые меры первых двух классов (00 и 01) изготовляют по специальному заказу, КМД классов точности 1, 2 и 3 изготовляют серийно. Для концевых мер длины, находящихся в эксплуатации, установлены дополнительные классы точности 4 и 5; это позволяет применять изношенные концевые меры длины для работ невысокой точности. Каждый набор КМД может состоять из мер только одного класса точности; эти меры используются как рабочие.
Поскольку возможности оборудования, на котором изготовляются концевые меры длины, ограничены, введена система аттестации КМД, при которой точность меры определяется точностью определения (аттестации) действительного значения ее срединной длины. В зависимости от точности аттестации для концевых мер длины установлены четыре разряда: 1, 2, 3 и 4. Измерение действительного значения срединной длины КМД производится абсолютным или относительным методами. При абсолютном интерференционном методе измерений срединная длина определяется в длинах световых волн. Относительный интерференционный метод позволяет измерить разность срединных размеров аттестуемой и эталонной мер также в длинах световых волн; в качестве эталонной выступает концевая мера длины более высокого класса точности и того же номинального размера. По результатам аттестации концевых мер длины одного набора КМД оформляется аттестат, в котором указаны действительные отклонения срединного размера каждой меры от нанесенного на ней номинального размера. Погрешность аттестованной меры принимается равной погрешности измерения при ее аттестации.
Параметры точности концевых мер длины по классам точности и по разрядам приведены соответственно в таблицах 2 и 3.
Таблица 2
Параметры точности КМД по классам точности
Номинальные Классы точности концевых мер длины
значения 0 1 2 3 4 5
длины КМД, ΔLN h ΔLN h ΔLN h ΔLN h ΔLN h ΔLN h
мм
От 0,1 до 0,29 - - 0,20 0,16 0,40 0,30 0,80 0,30 2,0 0,6 4,0 0,6
Св. 0,29 до 0,9 0,12 0,10 0,20 0,16 0,40 0,30 0,80 0,30 2,0 0,6 4,0 0,6
Св. 0,9 до 10 0,12 0,10 0,20 0,16 0,40 0,30 0,80 0,30 2,0 0,6 4,0 0,6
Св. 10 до 25 0,14 0,10 0,30 0,16 0,60 0,30 1,20 0,30 2,5 0,6 5 0,6
Св. 25 дл 50 0,20 0,10 0,40 0,18 0,80 0,30 1,60 0,30 3,0 0,6 6 0,6
Св. 50 до 75 0,25 0,12 0,50 0,18 1,00 0,35 2,00 0,40 4,0 0,8 8 0,8
Св. 75 дл 100 0,30 0,12 0,60 0,20 1,20 0,35 2,50 0,40 5,0 0,8 10 0,8
Таблица 3
Параметры точности КМД по разрядам
Номинальные Разряды концевых мер длины
значения 1 2 3 4
длины КМД, Δ h Δ h Δ h Δ h
мм
От 1 дл 10 0,02 0,09 0,06 0,09 0,11 0,16 0,22 0,30
Св.10 дл 25 0,02 0,10 0,06 0,10 0,12 0,16 0,25 0,30
Св. 25 до 50 0,03 0,10 0,08 0,10 0,15 0,18 0,30 0,30
Св. 50 до 75 0,30 0,12 0,09 0,12 0,18 0,18 0,35 0,35
Св. 75 до 100 0,04 0,12 0,10 0,12 0,20 0,20 0,40 0,35
Примечания к таблицам 2 и 3:
LN- предельные отклонения срединной длины КМД, ±, мкм;
Δ- допускаемая погрешность аттестации КМД, ±, мкм;
h- допуск плоскопараллельности, мкм.
Поверка концевых мер длины размером до 100 мм проводится в соответствии с методикой МИ 2079-90. При поверке КМД выполняются следующие операции: внешний осмотр; проверка притираемости; измерение отклонения от плоскостности измерительных поверхностей; определение значения срединной длины и его отклонение от номинальной величины, а также отклонение от плоскопараллельности. Средства поверки КМД 1-го класса точности имеют цену деления 0,05 и 0,1 мкм. Допускаемое отклонение температуры от 20 0Ссоставляет ±(1…3)0С.
Оптиметрыявляются наиболее распространенными рычажно-оптическими приборами для линейных измерений контактным дифференциальным методом. В основе работы оптиметра – схемаоптического рычагадля преобразования малого перемещения измерительного наконечника в большое наблюдаемое перемещение шкалы относительно неподвижного указателя (рис.3).