

Средства измерений
В
данной лабораторной работе отклонение
от круглости и волнистость измеряют с
помощью кругломера
модели 218.
Прибор позволяет проверять погрешности
поверхностей тел вращения - наружных
(диаметром от 0,5 до 300 мм) и внутренних
(диаметром от 3 до 300 мм) - в
различных сечениях при максимальной
высоте детали 350 мм. О
Рис.1.
Основные узлы кругломера модели 218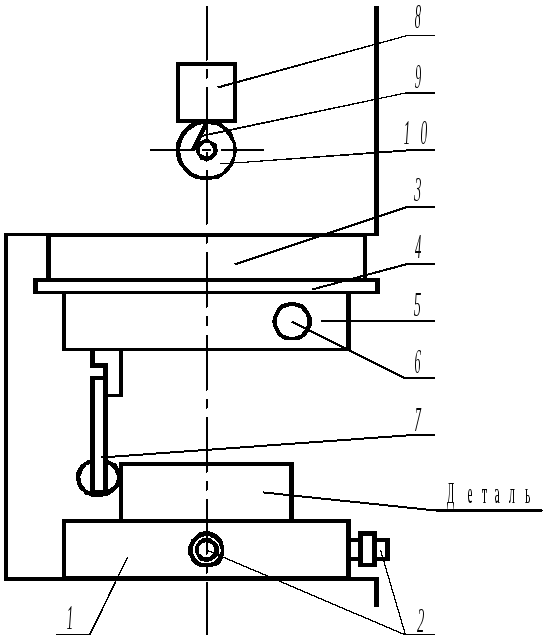
В процессе измерения при вращении шпинделя щуп совершает угловые колебания, связанные с отклонением сечения поверхности от окружности. В измерительном преобразователе индуктивного типа механические колебания щупа преобразуются в электрический сигнал, поступающий в электронный блок прибора. Здесь сигнал проходит преобразование - усиление и фильтрацию. Изменение кратности усиления сигнала дает возможность полнее использовать поле диаграммного диска при различных величинах действительного отклонения от круглости. Фильтрация сигнала дает возможность более глубокого анализа отклонений, позволяя записать для одного сечения поверхности несколько профилограмм, отражающих как интегральную погрешность профиля, так и отдельные ее составляющие (отклонение от круглости, волнистость). Преобразованный в электронном блоке сигнал поступает на записывающий прибор 8, перо 9 которого производит запись действительных отклонений формы детали на электротермическом диаграммном диске 10 в полярной системе координат. Вращения шпинделя и диаграммного диска синхронизированы.
По окончании записи профилограмма подлежит обработке с целью определения погрешности формы или волнистости проверяемой поверхности, для чего необходимо нанести прилегающую окружность. Измерение величины погрешности производят с помощью прозрачного шаблона с концентричными окружностями и радиальной шкалой. Шаблон накладывают на профилограмму и одна из его окружностей играет роль прилегающей. Независимо от того, для какой поверхности - наружной или внутренней - сделана запись на диаграммном диске, прилегающая окружность шаблона должна быть описана вокруг профилограммы. Величина погрешности в делениях шкалы на шаблоне определяется по наибольшему расстоянию от прилегающей окружности до точек профилограммы. Положение прилегающей окружности относительно профилограммы должно быть таким, чтобы это расстояние имело минимальное значение (принцип минимальной погрешности). Цена деления шкалы определяется по таблице, нанесенной на шаблон, и зависит от длины щупа и положения переключателя увеличений электронного блока.
Рис.2.
Схема центровки поверхности: а - предметный
столик; б - стрелочный прибор на
панели управления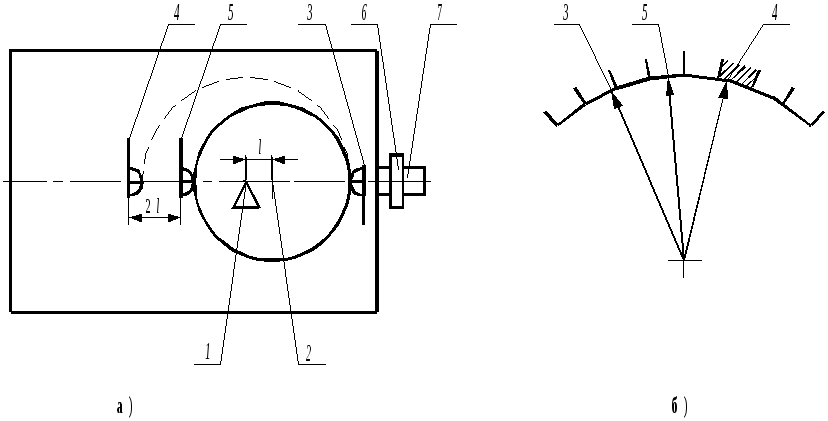
Наиболее ответственным узлом кругломера является шпиндель, погрешность вращения которого, составляющая 0,1 мкм, определяет величину погрешности измерения на приборе. Периодическая поверка точности вращения шпинделя производится по образцовому стеклянному сферическому калибру при наибольшей чувствительности прибора (при кратности увеличения 10000х). Отклонение точек получаемой профилограммы от прилегающей окружности не должно превышать половины цены деления шкалы шаблона.