

Лекции Т К М 2013 1
.pdfили растворением в специальном флюсе, содержащем фториды щелочных металлов, например, криолита Na3AlF3, который превращает окись алюминия в легкоплавкое комплексное соединение – шлак. Наряду с растворением окисных пленок криолит изменяет поверхностное натяжение металла,
способствуя мелкокапельному переносу присадочного металла. Остатки флюса и шлака, являющиеся едкими щелочами, вызывают коррозию алюминия. Поэтому после сварки их следует смыть горячей водой. Кроме того, необходимо проводить предварительный и сопутствующий нагревы до температуры 150...250°С, которые позволяют замедлить кристаллизацию металла сварочной ванны. В результате водород из растворенного металла будет выделяться более полно и тем самым уменьшит пористость.
Алюминий и его сплавы можно сваривать разными способами: в среде инертного газа неплавящимся электродом или плавящимся электродом на основе алюминия, а также трехфазной дугой неплавящимися электродами,
электродом с покрытием, ацетиленокислородным пламенем с применением специальных флюсов.
Одним из надежных способов сварки алюминиевых деталей является способ аргонодуговой сварки неплавящимся электродом. В качестве неплавящегося электрода преимущественно используют стержни из вольфрама. При аргонодуговой сварке соединяемые кромки детали и присадочный материал нагреваются теплом электрической дуги,
образующейся между вольфрамовым электродом и деталью (рис. 14.12.). При этом из сопла наконечника горелки непрерывно подается аргон, который,
окружая дугу, создает сосредоточенный нагрев и предохраняет расплавленный металл шва от вредного влияния кислорода и азота воздуха.
В результате условия плавления металла улучшаются, а качество шва получается достаточно высоким.
211
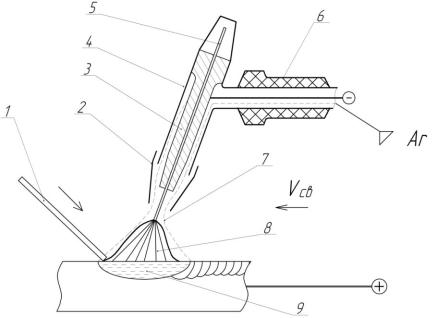
Рис. 14.12. Схема аргонодуговой сварки неплавящимся электродом: 1 –
присадочный пруток; 2 – сопло; 3 – токоподводящий мундштук; 4 – корпус горелки; 5 – неплавящийся электрод; 6 - рукоять горелки; 7 – атмосфера защитного газа; 8 – сварочная дуга; 9 – сварочная ванна
Необходимо отметить, что при аргонодуговой сварке физико – механические свойства наплавленного металла выше, а пористость ниже, чем при электродуговой сварке. При этом практически отсутствуют шлаковые включения в металле шва и коробление деталей. Примечательно, что при аргонодуговой сварке отпадает необходимость применения электродных покрытий и флюсов.
Кроме высокого качества сварного шва, аргонодуговая сварка позволяет обеспечить высокую производительность процесса и возможность сварки тонкостенных конструкций.
Наиболее эффективным способом в решении задачи обеспечения технологической прочности сварного соединения и снижения уровня остаточных деформаций при ремонтной сварке изделий из алюминиевых сплавов является способ сварки трехфазной дугой неплавящимися электродами в среде аргона (рис. 14.13.). Трехфазная дуга представляет собой факел, в котором горят три отдельные дуги переменного тока. Во -
212
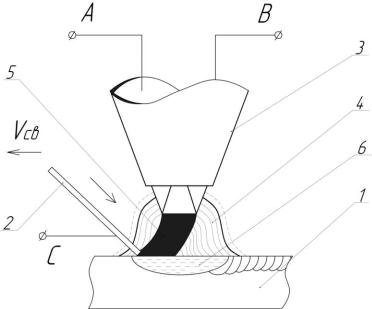
первых, это межэлектродная дуга и, во-вторых, дуги, горящие между каждым из двух электродов и деталью. Подключение сварочного трансформатора по схеме «открытый треугольник» позволяет получить силу тока, протекающего через деталь, в 1,7 раза больше, чем сила тока на каждом из электродов.
Таким образом, при равных значениях силы тока на электроде при трехфазной и однофазной «обычной» аргонодуговой сварке мощность первой существенно выше. Отличительной особенностью горения трехфазной дуги является возможность регулирования силы тока в детали без изменения тока на электродах путем включения в цепь изделия балластного активного сопротивления. Это обстоятельство позволяет проводить процесс наплавки при небольшом значении тока в детали (до 10
А), что другими способами практически невозможно. Важным преимуществом процесса наплавки трехфазной дугой неплавящимися электродами в среде аргона является возможность подключения присадочной
Рис. 14.13. Схема сварки трехфазной дугой неплавящимся электродом: 1
– деталь; 2 – присадочный проволока; 3 –сварочная горелка; 4 –
газокинетическая составляющая дуги; 5 – электродинамическая составляющая дуги; 6 – сварочная ванна
213
проволоки в среднюю фазу источника питания вместо изделия. Такая схема подключения позволяет в широких пределах регулировать тепловой режим процесса наплавки путем перераспределения сварочного тока, протекающего через основной металл, на сварочную проволоку. В результате разделения мощности теплового потока от дуги между основным и присадочным металлами удается достичь высокой технологической прочности сварного соединения.
К недостаткам однофазной и трехфазной сварки неплавящимися электродами в среде аргона первую очередь следует отнести дороговизну этих процессов. Так, например, стоимость однофазной аргонодуговой сварки примерно в три раза превышает стоимость ацетиленокислородной.
214