

1. Анализ объекта управления
1.1. Структура гау
Исследуемый объект управления - технологический процесс обработки детали «Вал сошки рулевого управления» как сложная динамическая система взаимосвязанных друг с другом оборудований, инструмента, обрабатываемых заготовок, вспомогательных и транспортных устройств, а также рабочих (операторов, наладчиков, технологов). Пример структуры такой динамической системы представлен на рис. 1.1.
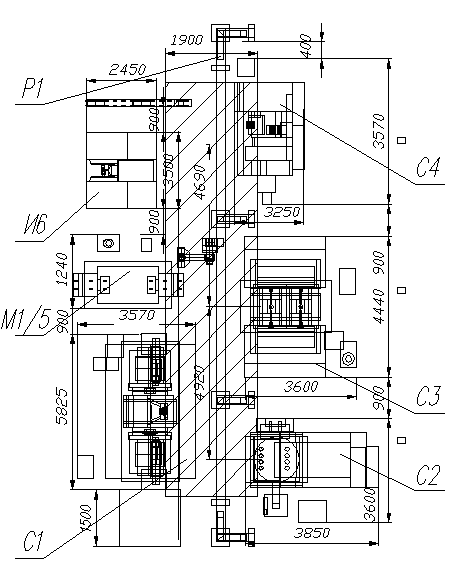
Рис. 1.1. Структура ГАУ механообработки детали «Вал сошки рулевого управления»: участок черновых операций
Здесь промышленный робот Р1 (М-16iB/10LT) осуществляет разгрузку/загрузку основного оборудования и выступает в качестве транспортирующего устройства заготовок (полуфабрикатов).
На данном участке проводятся необходимые подготовительные черновые операции обработки детали (см. рис. 1.2).
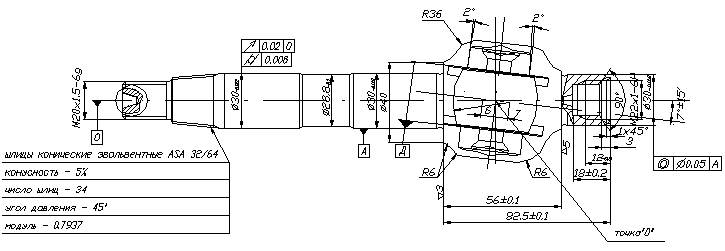
Рис. 1.2. Вал сошки рулевого управления
Посредством С1- токарно-фрезерного станка Super NTX осуществляется операция 010 технологического процесса обработки данной детали: подрезка торцов и зацентровка с двух сторон. Точение ступени с одной стороны, предварительное и окончательное точение со снятием фасок поверхности под подшипники, сошку рулевого управления, зажимную гайку. Повторная подрезка торцов головки. Сверление и рассверливание отверстия под опорную гайку регулировочного винта. Подрезка торца вала окончательно со снятием фаски наружной поверхности под подшипник. Фрезеровка паза под расчеканку опорной гайки. Расточка отверстия со снятием фаски для захода опорной гайки. Зенкеровка предварительная и окончательная отверстия под опорную гайку и внутреннего торца под пластину опорного регулировочного винта. Сверление центровального отверстия. Нарезка резьбы в отверстие под опорную гайку.
На С2 – вертикальном протяжном станке с поворотным столом ф. «Hoffmann» производится операция протягивания 020: протягивание наружного профиля головки вала для прохода в картер и внутреннего паза (технолог.) со снятием фасок.
С3 – специальный агрегат с поворотным барабаном ф. «Fiat» осуществляет операцию 030: центровку, зенкеровку с двух сторон места для ввода оси ролика. Сверление с двух сторон, зенкеровку и развертку отверстия под ось ролика.
И последней черновой операцией является операция 040, производимая на оборудовании С4 – шлиценакатном станке «Roto-Flo»: накатка конических шлиц и резьбы последовательно.
Затем полуфабрикат с помощью туннельной моечной установки М1/5 транспортируется на участок термообработки (операция 050).
Также следует отметить, что оборудованиями С1÷С3 осуществляется обработка одновременно двух деталей, соответственно промышленный робот Р1 комплектуется двумя схватами.
1.2. Порядок функционирования гау. Циклограмма
Графическим отображением функционирования ГАУ выступает циклограмма работы оборудования (рис. 1.3).

Рис. 1.3. Циклограмма функционирования ГАУ
Загрузка участка заготовками в необходимом количестве (насколько позволяет рабочее пространство БЗУ) производится в смену проведения пуско-наладочных работ, а также в течение производственного цикла с помощью оператора-погрузчика. Заготовки загружаются в бункерно-загрузочное устройство, расположенном при оборудовании С1. После чего посредством портативного загрузчика оборудования С1 они транспортируются в рабочую зону обработки. Соответственно в задачи промышленного робота Р1 входит только разгрузка данного оборудования. Вход в цикл представлен на рис. 1.4.
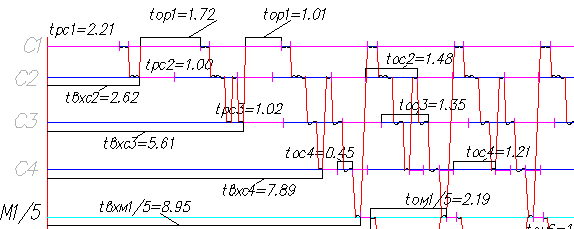
Рис. 1.4. Вход в цикл
Здесь (рис. 1.4.) после окончания работы оборудования С1 (tpc1=2.21 мин) производится его разгрузка Р1 (расположение заготовок горизонтальное). Затем производится транспортирование заготовок к оборудованию С2, ротация 1-го и 2-го схватов робота на 900 и загрузка оборудования (t=0.31мин). Причем следует отметить порядок загрузки/разгрузки данного оборудования. На поворотном столе есть 2 позиции «приема» заготовок и 2 позиции «подачи» обработанных заготовок (полуфабрикатов). Поэтому загрузка может производиться по разным траекториям в зависимости от наличия свободных захватов и также соответственно разгрузка – в зависимости от фиксации захватом полуфабрикатов.
Таким образом, после первой загрузки оборудования С2 промышленный робот возвращается к оборудованию С1 и ожидает его окончания работы (при неустановившемся цикле top1=1.72 мин). К этому времени загруженное С2 также закончит обработку (tс2=1.00 мин) и будет находиться в ожидании. Разгрузив С1, промышленный робот сначала загрузит заготовки с С1 в свободные ячейки С2, а затем поочередно транспортирует обработанные заготовки с С2 на С3. После последней разгрузки включается оборудование С2 (tос2=1.48 мин), а после последней загрузки – оборудование С3 (tвхс3=5.61 мин).
Робот Р1 перемещается к С1 и ожидает окончания обработки (tор1=1.01 мин). После чего разгрузка С1, загрузка и первая разгрузка оборудования С2 повторяется. Однако к этому времени оборудование С3 закончит обработку (tс3=1.02 мин) и промышленный робот без промедления осуществит разгрузку первой обработанной заготовки, загрузку обработанной на С2 заготовки и транспортирует разгруженную заготовку к оборудованию С4 (одношпиндель-ному). Вернется к С2, произведет разгрузку второй заготовки, в это время С4 начнет обработку (tс4=0.41 мин), также как и С2, а робот Р1, в свою очередь, осуществит вторую разгрузку/загрузку С3. После чего запустится обработка заготовок на С3, в это время робот Р1 будет производить разгрузку/загрузку С4 и последующее транспортирование полуфабриката к туннельной моечной установке М1/5.
К этому времени закончится обработка заготовок на оборудовании С1 и цикл работы Р1 повторится – установится циклический режим функционирования ГАУ.