

1.2 Технологія виготовлення твердих сплавів
Властивості твердих сплавів значною мірою залежать від технології виготовлення, яка є ідентичною для більшості твердих сплавів, відрізняючись наявністю чи відсутністю деяких технологічних операцій та типом обладнання.
Найбільш поширеним варіантом технології виробництва твердих сплавів є традиційна технологічна схема, що включає операції підготовки початкових матеріалів і шихти, формування заготовок з твердосплавних шихт і подальшого спікання. Оскільки спікання більшості твердих сплавів відбувається за наявності рідкої металевої фази, досягається практично повне ущільнення матеріалу, якщо забезпечені умови хорошого змочування компонентів і формування структури, що зумовлює достатньо високі фізико-механічні і експлуатаційні властивості виробів. Традиційний варіант технології дозволяє отримувати вироби в масовому масштабі з кінцевою формою і розмірами. Проте у ряді випадків, коли основною метою є отримання безпористих виробів з особливих марок твердих сплавів, що складаються з компонентів, які практично не спікаються в звичайних умовах, використовують інші технологічні варіанти, такі як гаряче пресування або гаряче пресування попереднє спресованих, а іноді і спечених заготовок. При цьому вдається за рахунок зменшення пористості від 0,2 до 10-4 % в 1,2—1,5 рази підвищити фізико-механічні характеристики матеріалу. Іноді для отримання твердосплавних виробів складної форми проводять механічну обробку заздалегідь спечених при температурі 800—1000 °С заготовок (пластин, стрижнів), з яких різанням і шліфуванням виготовляють вироби необхідних форм і розмірів, які потім піддають остаточному спіканню і абразивній обробці до розміру.
Типова технологічна схема виготовлення сплаву WC–Co містить в собі операції отримання порошків карбіду вольфраму і кобальту, змішування порошків, пресування заготівок із суміші порошків, спікання і механічну обробку.
Підготовка сумішей. Основними вихідними матеріалами слугує вольфрамовий ангідрид (WO3) який відновлюють і карбідізують (найчастіше використовуючи сажу) та порошок оксиду кобальту (Co3O4) який відновлюють у водні. Отримані таким чином порошки карбіду вольфраму і кобальту змішують. Змішування твердих тугоплавких сполук перехідних металів з металом зв’язки виконується в кульових млинах протягом досить тривалого часу (3–8 діб) в рідкому середовищі (спирті). Призначення змішування – одержання однорідної шихти. Проведення процесу змішування із застосуванням спирту сприяє кращому розподілу частинок металу серед частинок тугоплавких сполук, запобігає утворенню скупчення частинок і налипанню суміші на стінки барабана та інтенсифікує процес розмелювання. Також, останнім часом, для змішування твердосплавних сумішей використовують вібраційні млини і атритори. По закінченні розмелювання одержану суміш висушують, усереднюють та просівають.
Через те, що сухі суміші, з яких виготовляються тверді сплави, пресуються, як правило, погано, до них додають різні речовини, так звані пластифікатори (розчин синтетичного каучуку в бензині, розчин парафіну в бензині, розплав парафіну з додатком поверхнево-активних речовин). При виробництві твердих сплавів у суміш в основному додають 3–5%-й розчин синтетичного каучуку в бензині в кількості 40–50 см3 на 100 г суміші.
Сушать суміш в сушильних шафах або шнекових змішувачах при температурі 70—90 °С. Висушену суміш просівають через сито і поміщають в бачки з кришками, що щільно закриваються, для запобігання їх забрудненню. Підготовлена таким чином суміш може поступати безпосередньо на пресування виробів в ручних роз'ємних прес-формах на гідравлічних пресах. У разі пресування виробів на пресах-автоматах замішені на пластифікаторі суміші не мають необхідну текучість. Підвищують текучість сумішей шляхом грануляції. Існує декілька способів грануляції сумішей: обкатування в конусних або сигароподібних змішувачах; грануляція на ситах; сушка розпилюванням пульпи після мокрого помелу сумішей в етанолі з добавкою 2,5—3,0 % поліетиленгликолю.
Формування сумішей. Найбільш поширеним у виробництві твердих сплавів є спосіб пресування в прес-формах. Цим способом, часто у поєднанні з подальшою механічною обробкою, в даний час проводять переважну кількість виробів з твердих сплавів. Лише для виготовлення деяких виробів складної форми і особливих розмірів використовують інші способи: мундштучне пресування (для виготовлення прутків, трубок, спіральних стрижнів і інших виробів щодо великої довжини і малого перетину), гідростатичне пресування (для отримання крупних заготовок), шлікерне литво водних шлікерів (для отримання тонкостінних виробів), гаряче литво термопластичних шлікерів (для виготовлення виробів складної з рівномірним розподілом щільності за об'ємом виробів), гаряче статичне і ізостатичне пресування (для отримання виробів або заготовок з особливими властивостями, які неможливо або невигідно отримувати іншими способами).
Одним з основних завдань при формуванні твердосплавних сумішей будь-яким методом, у тому числі і пресуванням в прес-формах, є отримання заготовок з можливо рівномірною щільністю за об'ємом, оскільки від ступеня ущільнення суміші при пресуванні залежить ступінь усадки заготівки при подальшому спіканні. Чим вище пористість заготівки, тим більше змінюються її розміри при спіканні. Якщо заготівка має різну щільність за об'ємом, то, унаслідок різної усадки, порошковий виріб матиме спотворену форму.
Прийоми пресування твердосплавних сумішей, що складаються з твердих тугоплавких сполук і металевої зв’язки, принципово не відрізняються від широко відомих в порошковій металургії прийомів пресування металевих порошків. Проте деякі особливості обумовлені малою пластичністю сумішей порошків і їх високою дисперсністю. Так, якщо більшість порошків металів в чистому вигляді можна спресувати до такого ступеня, що отримувані заготовки володітимуть міцністю, достатньою для проведення з ними подальших операцій (спікання), то заготівки з сумішей твердих сплавів із-за наявності в них непластичних частинок тугоплавких з'єднань (оксидів, карбідів, боридів) не мають достатній міцності при тому ступені ущільнення, якого можна досягти без небезпеки викликати появу тріщин. Висока дисперсність сумішей також не дозволяє застосовувати високий тиск при пресуванні через розшарування та виникнення тріщин. Цим і обумовлена необхідність введення в суміші твердих сплавів перед пресуванням пластифікуючих речовин. Тиск пресування заготовок з пластифікованих твердосплавних сумішей коливається в межах 50—150 МПа залежно від якості і кількості введеного в суміш пластифікатора. При цьому пористість заготовок складає 50 %, а лінійна усадка при спіканні— 20%. При застосуванні високих тисків важко уникнути розтріскування заготовок при знятті тиску або витяганні заготовок з прес-форм.
Спікання виробів з твердих сплавів. Спікання — завершальна технологічна операція, основною метою якої є ущільнення і зміцнення спресованих заготовок, перетворення їх в компактні вироби з необхідними физико-механическими властивостями.
По технологічному режиму операцію спікання можна розділити на три стадії: нагрів виробів до заданої максимальної температури, витримка при цій температурі і охолоджування.
З технологічної точки зору процес спікання умовно можна розділити на два етапи: попереднього (при 700—1000 °С) і остаточного (при температурі, не нижче за температуру появи рідкої фази – 1350—1550 °С). Попереднє спікання, як правило, здійснюють в середовищі осушеного і очищеного водню, остаточне — в середовищі водню або у вакуумі. Захисне відновне середовище застосовують при спіканні в горизонтальних штовхальних електричних трубчастих або муфельних печах з молібденовим нагрівачем і алундовими муфелем або трубою, а також в печах Таммана.
Як правило, в практиці виробництва твердих сплавів попереднє спікання розділяють на дві стадії, виділяючи в; якості самостійної операції видалення пластифікатора із спекаемых виробів, що обумовлене необхідністю нагріву виробів з малою швидкістю щоб уникнути їх розтріскування під впливом тиску газоподібних продуктів розкладання пластифікатора.
Температуру попереднього спікання вибирають залежно від мети, що переслідується цією операцією (видалення пластифікуючих речовин, виявлення браку на стадії формування, додання міцності для подальшої механічної обробки, відновлення оксидів). Швидкості підвищення температури і охолоджування вибирають так, щоб запобігти утворенню тріщин. Особливого значення ця стадія спікання набуває при виробництві крупних виробів або виробів складних форм.
Температура остаточного спікання залежить головним чином від складу сплаву і зернистості початкової суміші. Її вибирають з урахуванням формування структури і властивостей; сплавів в технологічно прийнятні інтервали часу. Тривалість остаточного спікання залежить від розміру виробів і коливається в межах 0,5—2,0 ч. Температура спікання сплавів WC–Co визначається вмістом в них кобальту і зернистістю вихідної суміші. При високому вмісті кобальту в суміші (15—30 %) сплави спікають при температурах, близьких до температури плавлення рідкої фази. Великий об'єм рідкої фази в цьому випадку забезпечує повне ущільнення сплавів за рахунок рідкої течії. Достатньо інтенсивне зростання зерен при низьких температурах спікання відбувається в результаті перекристалізації через рідку фазу. При малому вмісті кобальту температуру спікання підвищують, оскільки кількості рідкої фази тут вже недостатньо для ущільнення за допомогою механізму в'язкої течії рідини, і необхідно активувати процес перекристалізації через рідку фазу.
Важливим чинником при виборі температури спікання є зернистість карбіду у вихідній суміші. Використання великих порошків карбіду вимагає застосування високих температур або триваліших витримок при спіканні.
Якщо детально розглянути процеси, що відбуваються при спіканні в системі WC—Со, то можна спостерігати наступне:
1) при температурі 200—400 0С віддаляється пластифікуюча речовина;
2) при температурі 400—700 0С відновлюються оксиди кобальту, заліза, вольфраму, нікелю, молібдену;
3) при температурі 800—1000 0С зварюються окремі зерна карбідів в місцях їх контакту, що супроводжується деяким зміцненням виробу;
4) при температурі 1150—1300 0С утворюються тверді розчини на основі кобальту, процес спікання супроводжується досить активною усадкою. На початку нагріву спікання відбувається в твердому стані без участі рідкої фази, оскільки точка плавлення найбільш легкоплавкого компоненту — кобальту — складає 1490 °С.
) досягши температури плавлення евтектики, що складається з кобальту з розчиненими в ньому карбідом вольфраму і вуглецем, з'являється рідка фаза і починають діяти сили поверхневого натягу, сприяючі переміщенню зерен карбіду вольфраму у напрямку їх щільнішої упаковки. Процес протікає в інтервалі температур 1300—1400°С і завершується майже повним ущільненням порошкового виробу;
) з підвищенням температури спікання від 1400 до 1500 °С або збільшенням ізотермічної витримки ростуть зерна карбіду вольфраму, розвиваються контакти між ними і утворюється так званий карбідний скелет. Зростання зерен карбіду здійснюється, в основному, перекристалізацією через рідку фазу, що викликається наявністю в початковому порошку зерен карбіду різної величини, що володіють різною поверхневою енергією. Причиною перекристалізації може бути не тільки наявність кристалів, разных по величині, але також і кристалів, що володіють різним ступенем досконалості кристалічної решітки. При цьому кристали карбіду вольфраму з найбільш нерівноважними гратками розчиняться в першу чергу, утворений ними твердий розчин буде пересиченим по відношенню до кристалів з досконалішою кристалічною решіткою. Від ступеня однорідності початкового порошку по великій частинок залежить, який вид перекристалізації переважатиме: перекристалізація дрібних зерен або зерен з нерівноважною кристалічною решіткою.
7)
при охолоджуванні сплаву від 1500 до 1300
°С в області температур 1400 °С відбувається
кристалізація рідкої фази. При цьому
на існуючих зернах відповідно до діаграми
стану спочатку з рідкої фази виділяються
надлишкові кристали фази WC, а потім
кристалізується подвійна евтектика
γ+WC.
Судячи по характеру кристалізації, в
структурі сплавів даних складів, окрім
початкових частинок карбіду вольфраму,
що не розчинилися в кобальті, повинні
міститися його кристали, що осіли з
рідкої фази, і евтектика γ+WC.
Проте реальні структури сплавів істотно
відрізняються від передбачуваних на
підставі діаграми стану, яка представлена
на рис. 1. 
З
діаграми видно наявність подвійної
евтектики γ+WC
складу 35–37 % WC
і 63–65 % Co.
Ширина області даної евтектики вказує
на допустимі коливання вмісту вуглецю
у сплавах ВК без зміни фазового складу.
Потрійна евтектика γ+WC+С
містить 22–24,5 %
W,
73–75 % Co
і
2,3–2,5 % С з температурою плавлення 1300
0С.
Потрійні сполуки вольфраму, кобальту
і вуглецю утворюють фази η1,
η2
і χ,
які відповідають формулам Co3W3C,
Co6W6C
і Co2W8C3
відповідно. При цьому видно, що монокарбід
вольфраму практично не розчиняє кобальту,
залишаючись окремою фазою. В свою чергу
кобальт розчиняє до 10–11 % вольфраму і
вуглецю утворюючи область твердого
розчину γ.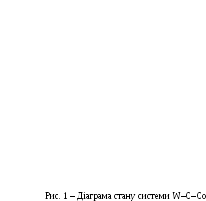
Головним завданням в ході операції спікання є збереження заданого складу сплавів, головним чином, за змістом вуглецю. Порушення складу по вуглецю, особливо якщо воно приводить до появи в сплавах нових фаз, небажано, оскільки негативно відбивається на властивостях сплавів.
При спіканні в середовищі водню відбувається зневуглецювання карбіду за рахунок взаємодії водяної пари, що міститься в робочому просторі, і водню з карбідами вольфраму. Очищення водню від вологи і кисню різко знижує ступінь зневуглецювання сплавів.
Для захисту виробів від небажаної дії середовища спікання застосовують різні засипки. Склад засипки вибирають з таким розрахунком, щоб створити навколо виробу, що спікається, сприятливе середовище. За допомогою засипки вироби відокремлюють від стінок контейнера, а також один від одного. При спіканні виробів з твердосплавних сумішей застосовують наступні засипки: графітову крупу, порошок плавленого оксиду алюмінію (так званий електрокорунд, або корракс) і суміш корракса з графітовою крупою. Вибір даних засипок обумовлено тим, що вони не взаємодіють з виробами і зберігають свої технологічні властивості при високих температурах.
Для збереження необхідної кількості вуглецю в сплаві можна застосовувати метод так званого нормалізуючого спікання, заснований на сумісній дії водню і вуглецю що поступають в піч із засипки. Відомо, що при температурі 1160°С вироби зневуглецьовуються найінтенсивніше. Тому, якщо перед остаточним спіканням застосувати проміжне спікання при температурі 1100—1200 °С і наявності навуглецьовуючої засипки (графіту), можна отримати потрібний за змістом вуглецю склад сплаву після остаточного спікання.
Розглянуті вище умови спікання відносяться, головним чином, до умов спікання в середовищі водню. Значне місце у виробництві твердих сплавів займає спікання у вакуумі, яке часто застосовується для спікання безвольфрамових твердих сплавів на основі карбіду або карбонітриду титану. Процес ущільнення сплавів при спіканні у вакуумі відрізняється від спікання в середовищі водню, оскільки у вакуумі поліпшуються умови змочування тугоплавкої сполуки рідким металом зв’язки на першій стадії спікання. Тому слід чекати швидшої усадки і більш рівномірного розподілу рідини серед частинок. Крім того, в процесі спікання у вакуумі після появи у виробі рідкої фази виділяються гази (адсорбовані або хімічно зв'язані), які легко віддаляються. В результаті тверді сплави, спечені у вакуумі, володітимуть більш високими фізико-механічними властивостями і стабільністю, чим отримані в середовищі водню.