

Тема 3 Погрешности установа
Требуемое положение
заготовки в рабочей зоне станка
достигается в процессе ее установки.
Процесс установки включает базирование
и закрепление. Базирование (ГОСТ
21495-76*) /12/ - придание заготовке или изделию
требуемого положения относительно
выбранной системы координат. Закрепление
– приложение сил и пар сил к изделию
для обеспечения постоянства и неизменности
его положения, достигнутого при
базировании. Отклонение фактического
положения заготовки от требуемого
при базировании называют погрешностью
базирования
![]() ,
,![]() ;
при закреплении – погрешностью
закрепления
;
при закреплении – погрешностью
закрепления![]() .
.
Погрешность установки
![]()
Применяют три способа установки.
1. Установка в приспособлении без выверки. Это наиболее часто используемый способ установки заготовок в серийном и массовом производстве при обработке их партиями с одной наладки станка. В случае применения нескольких приспособлений в погрешность установки включают погрешность приспособления Δεпр :
![]()
2. Установка в
приспособлении с выверкой положения
каждой заготовки по разметочным рискам
или по поверхностям заготовки. В этом
случае возникает погрешность установки
– выверки![]() ,
включающая и погрешность закрепления.
,
включающая и погрешность закрепления.
3. Установка на станках с ЧПУ по определенным поверхностям заготовки. При этом оценивают фактическое положение заготовки в рабочей
зоне станка и
вносят коррекцию в программу обработки.
В этом случае требования к точности
установки заготовки в приспособлении
более низкие, чем при первых двух
способах установки. В данном случае
погрешность установки
![]() зависит от точности определения
положения заготовки и компенсации
погрешности ее положения путем коррекции
программы обработки. Поверхности,
принадлежащие заготовке или изделию и
используемые при базировании, называют
базами. Для полной ориентации объекта
производства необходимо использовать
несколько баз. Так, положение заготовки
или детали призматической формы
полностью определяется совокупностью
трех баз, образующих комплект баз –
систему координат заготовки или детали
/12/.
зависит от точности определения
положения заготовки и компенсации
погрешности ее положения путем коррекции
программы обработки. Поверхности,
принадлежащие заготовке или изделию и
используемые при базировании, называют
базами. Для полной ориентации объекта
производства необходимо использовать
несколько баз. Так, положение заготовки
или детали призматической формы
полностью определяется совокупностью
трех баз, образующих комплект баз –
систему координат заготовки или детали
/12/.
Считают, что контакт соприкасающихся тел (заготовки и установочных элементов приспособления) происходит в опорных точках – точках, символизирующих каждую из связей заготовки или изделия с выбранной системой координат. Схему расположения опорных точек на базах называют схемой базирования. Для обеспечения ориентированного положения и полной неподвижности предмета в выбранной системе координат на него необходимо наложить шесть двусторонних геометрических связей, т.е. на схеме базирования указывают шесть опорных точек (правило шести точек).
Погрешность установки
характеризует отклонение положения
конкретной поверхности или оси
обрабатываемой заготовки от требуемого.
Поэтому необходимо указывать обозначение
размера (например,
![]() (h),
где h – достигаемый размер) или
поверхности (например,
(h),
где h – достигаемый размер) или
поверхности (например,![]() (2), где 2 – обозначение поверхности на
эскизе обработки), к которым относится
погрешность.
(2), где 2 – обозначение поверхности на
эскизе обработки), к которым относится
погрешность.
Погрешность установки и обуславливающие ее погрешности базирования, закрепления и приспособления определяют в выбранной системе координат. При этом для призматических тел целесообразно координатные плоскости системы О1X1Y1Z1 строить на идеализированных базах заготовки таким образом, чтобы плоскость X1О1Y1 совпадала с установочной, X1О1Z1 – с направляющей и Y1О1Z1 – с опорной базами. Начало системы координат в этом случае совпадает с общей точкой комплекта баз. Обычно при таком расположении баз выдерживается размер в направлении оси Z, а за начало системы координат используется точка О1 (рис. 1). В других случаях, в зависимости от характера и условий решаемой задачи, координатные плоскости системы О1X1Y1Z1 проводят через точки контакта реальных поверхностей, оси и плоскости симметрии деталей. Так, при анализе погрешности базирования заготовок на призме начало системы координат целесообразно совместить с точкой пересечения линий граней призмы, а ось Z1 проводить через эту точку и центр заготовки (рис. 2б, рис. 3). При установке в центрах одну ось системы проводят через вершины центров, а другую – по радиусу, проходящему через вершину резца.
Погрешности установки, базирования, закрепления, приспособления в общем случае включают систематические и случайные составляющие погрешности.
Систематические
погрешности могут быть компенсированы
при настройке технологической системы,
поэтому пол погрешностями
![]() ,
,![]() ,
,![]() ,
,![]() понимают предельные случайные
отклонения поверхностей или осей от
требуемого (идеализированного) положения.
Погрешность установки заготовки в
приспособлении
понимают предельные случайные
отклонения поверхностей или осей от
требуемого (идеализированного) положения.
Погрешность установки заготовки в
приспособлении![]() вычисляют с учетом погрешностей:
базирования –
вычисляют с учетом погрешностей:
базирования –![]() ,
закрепления -
,
закрепления -![]() ,
изготовления и износа опорных элементов
приспособления –
,
изготовления и износа опорных элементов
приспособления –![]() .
Так как составляющие погрешности
установки являются случайными величинами,
то
.
Так как составляющие погрешности
установки являются случайными величинами,
то
![]()
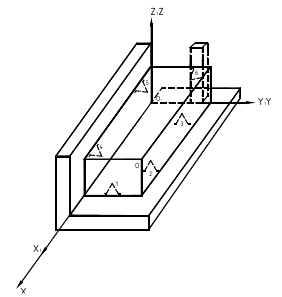
Рис.1. К построению системы координат при контакте тел по идеализированным поверхностям: I-установочная база (т.1,2,3); II-направляющая база (т.4,5); III-опорная база (т.6); 1-6 опорные точки.
Погрешность приспособления не связана с процессом установки заготовок, поэтому часто при расчетах точности ее учитывают отдельно. Тогда
![]()
При укрупненных
расчетах точности обработки погрешность
![]() ,
соответствующую последней формуле,
находят по /3/. Погрешность базирования
,
соответствующую последней формуле,
находят по /3/. Погрешность базирования![]() для данного размера количественно
определяют как разность предельных
положений измерительной базы данного
размера относительно режущих кромок
настроенного для достижения этого
размера инструмента ( оси вращения
инструмента). При этом имеют в виду,
что режущие кромки инструмента
настроены относительно соответствующей
технологической базы детали.
для данного размера количественно
определяют как разность предельных
положений измерительной базы данного
размера относительно режущих кромок
настроенного для достижения этого
размера инструмента ( оси вращения
инструмента). При этом имеют в виду,
что режущие кромки инструмента
настроены относительно соответствующей
технологической базы детали.
Анализ погрешности базирования ведут в следующем порядке:
1. Определяют положение измерительной базы для данного размера.
2. Определяют положение технологической базы, относительно которой настроен инструмент для достижения заданного размера (для которого находят погрешность базирования).
3. Если в качестве
измерительной и технологической
базы, относительно которой настраивали
инструмент, используется одна и та же
поверхность ( измерительная и
технологическая база совмещены), то
погрешность базирования
![]() ,
так как смещений измерительной базы
относительно режущих кромок инструмента
не наблюдается.
,
так как смещений измерительной базы
относительно режущих кромок инструмента
не наблюдается.
4. Если измерительная база не совпадает с технологической, то погрешность базирования (или разность возможных предельных положений измерительной базы) получают по геометрическим расчетам или в процессе анализа размерных цепей.
Для упрощения
расчетов ограничиваются анализом
смещений измерительной базы только в
одной плоскости (плоская схема расчета).
Часто при расчетах
![]() учитывают только отклонения размеров
заготовок, определяющие предельные
положения измерительной базы данного
размера.
учитывают только отклонения размеров
заготовок, определяющие предельные
положения измерительной базы данного
размера.