

Н.И. Данилов, Я.М. Щелоков Основы энергосбережения |
Глава 7. Энергосберегающие возможности |
|
современных электротехнологий |
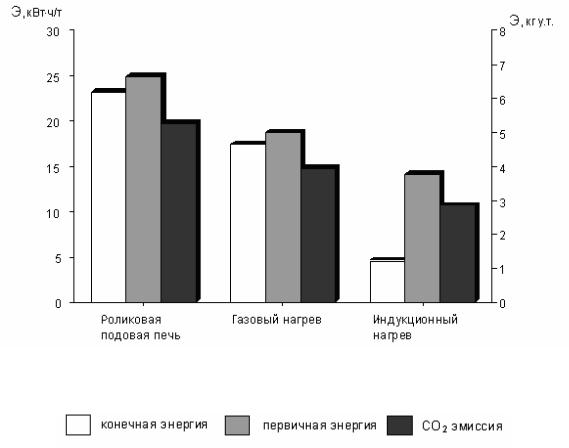
Рис. 7.20. Сравнение необходимой конечной и первичной энергии, а также CO2-эмиссии при нагреве стальной ленты:
Благодаря эффективности индукционного нагрева при его применении необходимая конечная энергия снижается на 80 % по сравнению с показателями роликовой печи камерного типа и на 73 % – газовой пламенной печи. Балансы требуемой первичной энергии и CO2-эмиссии также оказываются очень благоприятными для индукционного процесса, и, таким образом, этой технологии должно быть отдано предпочтение. Становится ясно, что при использовании электротехнологий возможна значительная экономия.
7.4. Индукционная плавка
Индукционная плавка – широко распространенный в черной и цветной металлургии процесс. Плавка в устройствах с индукционным нагревом нередко превосходит плавку в топливных печах по эффективности использования энергии, качеству продукта и гибкости производства. Эти пре-
181
Н.И. Данилов, Я.М. Щелоков Основы энергосбережения |
Глава 7. Энергосберегающие возможности |
|
современных электротехнологий |
имущества обусловлены специфическими физическими характеристиками индукционных печей.
Основные положения
При индукционной плавке происходит перевод твердого материала в жидкую фазу под воздействием электромагнитного поля. Так же как в случае индукционного нагрева, тепло выделяется в расплавляемом материале вследствие эффекта Джоуля от наведенных вихревых токов. Первичный ток, проходящий через индуктор, создает электромагнитное поле. Вне зависимости от того, концентрируется электромагнитное поле магнитопроводами или нет, связанная система индуктор – загрузка может быть представлена как трансформатор с магнитопроводом или как воздушный трансформатор. Электрический КПД системы сильно зависит от влияющих на поле характеристик ферромагнитных конструктивных элементов.
Наряду с электромагнитными и тепловыми явлениями в процессе индукционной плавки важную роль играют электродинамические силы. Эти силы должны учитываться, особенно в случае плавки в мощных индукционных печах. Взаимодействие индуктированных электрических токов в расплаве с результирующим магнитным полем вызывает механическую силу (силу Лоренца)
fr = S × B , |
(7.12) |
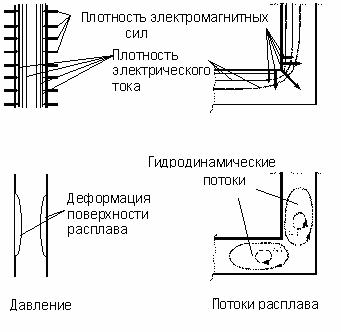
которая изменяется от нуля до максимального значения с удвоенной частотой источника питания. Вследствие инерции массы расплава на него действует только усредненная во времени составляющая силы. Действие ее проявляется двояко. Во-первых, электромагнитное давление может привести к деформации поверхности расплава. Во-вторых, если силы в расплаве имеют вихревой характер, это заставляет расплав двигаться соответствующим образом (рис. 7.21). Наряду с описанным прямым действием сил на расплав происходят вторичные процессы тепло- и массопереноса.
182
Н.И. Данилов, Я.М. Щелоков Основы энергосбережения |
Глава 7. Энергосберегающие возможности |
|
современных электротехнологий |
Рис. 7.21. Действие электромагнитных сил
Например, вызванное силами турбулентное движение расплава имеет очень большое значение как для хорошего теплообмена, так и для перемешивания и адгезии непроводящих частиц, находящихся в расплаве.
Применение индукционных печей
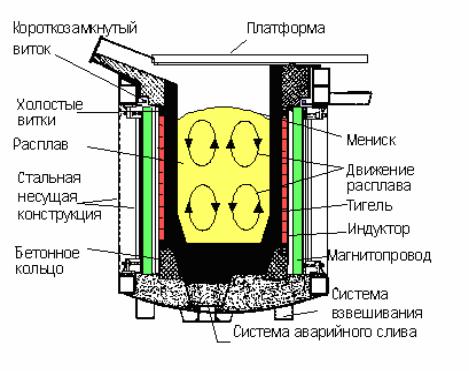
Различают два основных типа индукционных печей: индукционные тигельные печи (ИТП) и индукционные канальные печи (ИКП). В ИТП расплавляемый материал обычно загружается кусками в тигель (рис. 7.22). Индуктор охватывает тигель и расплавляемый материал. Из-за отсутствия концентрирующего поля магнитопровода электромагнитная связь между
183
Н.И. Данилов, Я.М. Щелоков Основы энергосбережения |
Глава 7. Энергосберегающие возможности |
|
современных электротехнологий |
индуктором и загрузкой сильно зависит от толщины стенки керамического тигля. Для обеспечения высокого электрического КПД изоляция должна быть как можно тоньше. С другой стороны, футеровка должна быть достаточно толстой для того, чтобы противостоять термическим напряжениям и
Рис. 7.22. Схема индукционной тигельной печи
движению металла. Следовательно, следует искать компромисс между электрическими и прочностными критериями.
Важными характеристиками индукционной плавки в ИТП являются движение расплава и мениск как результат воздействия электромагнитных сил. Движение расплава обеспечивает как равномерное распределение температуры, так и однородный химический состав. Эффект перемешивания у поверхности расплава снижает потери материала во время дозагрузки малоразмерной шихты и добавок. Несмотря на использование дешевого материала воспроизводство расплава постоянного состава обеспечивает высокое качество литья.
В зависимости от размеров, рода расплавляемого материала и области применения ИТП работают на промышленной частоте (50 Гц) или сред-
184
Н.И. Данилов, Я.М. Щелоков Основы энергосбережения |
Глава 7. Энергосберегающие возможности |
|
современных электротехнологий |
них частотах до 1000 Гц. Последние приобретают все более важное значение благодаря высокой эффективности при плавке чугуна и алюминия. Поскольку движение расплава при постоянной мощности ослабляется с повышением частоты, на более высоких частотах становятся доступными более высокие удельные мощности и, как следствие, большая производительность. Вследствие более высокой мощности сокращается время плавки, что ведет к повышению КПД процесса (по сравнению с печами, работающими на промышленной частоте). С учетом других технологических преимуществ, таких как гибкость при смене выплавляемых материалов, среднечастотные ИТП разработаны как мощные плавильные установки, доминирующие в настоящее время в чугунолитейном производстве. Современные мощные среднечастотные ИТП для плавки чугуна имеют емкость до 12 т и мощность до 10 МВт. ИТП промышленной частоты разрабатываются для больших емкостей, чем среднечастотные, до 150 т для плавки чугуна. Интенсивное перемешивание ванны имеет особое значение при выплавке однородных сплавов, например латуни, поэтому в этой области широко используются ИТП промышленной частоты. Наряду с применением тигельных печей для плавки в настоящее время их используют также для выдержки жидкого металла перед разливкой.
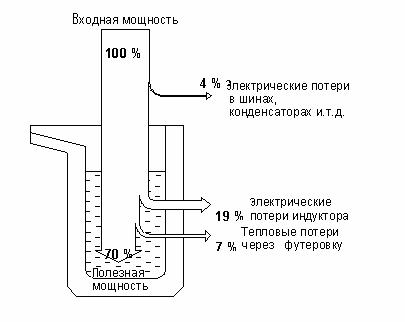
В соответствии с энергетическим балансом ИТП (рис. 7.23) уровень электрического КПД почти для всех типов печей составляет около 0,8. Приблизительно 20 % исходной энергии теряется в индукторе в виде Джоулева тепла. Отношение тепловых потерь через стенки тигля к индуктированной в расплаве электрической энергии достигает 10 %, поэтому полный КПД печи составляет около 0,7.
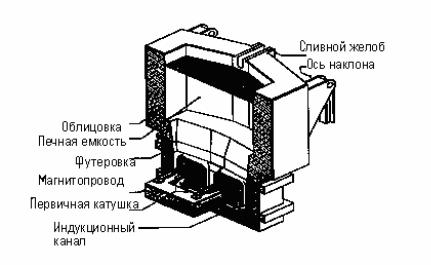
Вторым широко распространенным типом индукционных печей являются ИКП. Они применяются для литья, выдержки и, особенно, плавки в черной и цветной металлургии. ИКП в общем случае состоит из керамической ванны и одной или нескольких индукционных единиц (рис. 7.24). В принципе, индукционная единица может быть представлена как трансфор-
185
Н.И. Данилов, Я.М. Щелоков Основы энергосбережения |
Глава 7. Энергосберегающие возможности |
|
современных электротехнологий |
матор с ферромагнитным сердечником. Индуктор является его первичной обмоткой, а заполненный расплавом канал, устья которого открываются в ванну, представляет собой вторичный короткозамкнутый виток.
Рис. 7.23. Энергетический баланс ИТП
Принцип действия ИКП требует наличия постоянно замкнутого вторичного витка, поэтому эти печи работают с жидким остатком расплава. Полезное тепло генерируется главным образом в канале, имеющем малое сечение. Циркуляция расплава под действием электромагнитных и термических сил обеспечивает достаточный перенос тепла в основную массу расплава, находящуюся в ванне. До настоящего времени ИКП проектировались на промышленную частоту, однако исследовательские работы проводятся и для более высоких частот. Благодаря компактной конструкции печи и очень хорошей электромагнитной связи ее электрический КПД достигает 95%, а общий КПД – 80 % и даже 90 % в зависимости от расплавляемого материала.
В соответствии с технологическими условиями в разных областях применения ИКП требуются различные конструкции индукционных каналов. Одноканальные печи используются в основном для выдержки и литья,
186
Н.И. Данилов, Я.М. Щелоков Основы энергосбережения |
Глава 7. Энергосберегающие возможности |
|
современных электротехнологий |
реже плавки стали при установленных мощностях до 3 МВт. Для плавки и выдержки цветных металлов предпочтительнее двухканальные конструкции, обеспечивающие лучшее использование энергии. В установках для плавки алюминия каналы выполняются прямыми для удобства очистки.
Производство алюминия, меди, латуни и их сплавов является основной областью применения ИКП. Сегодня наиболее мощные ИКП емкостью
Рис. 7.24. Схема индукционной канальной печи
до 70 т и мощностью до 3 МВт используются для плавки алюминия. Наряду с высоким электрическим КПД в производстве алюминия очень важны низкие потери расплава, что и предопределяет выбор ИКП.
Перспективными применениями технологии индукционной плавки являются производство высокочистых металлов, таких как титан и его сплавы, в индукционных печах с холодным тиглем и плавка керамики, например силиката циркония и оксида циркония.
Экономика
При плавке в индукционных печах ярко проявляются преимущества индукционного нагрева, такие как высокая плотность энергии и производительность, гомогенизация расплава благодаря перемешиванию, точный
187
Н.И. Данилов, Я.М. Щелоков Основы энергосбережения |
Глава 7. Энергосберегающие возможности |
|
современных электротехнологий |
энергетический и температурный контроль, а также простота автоматического управления процессом, легкость ручного управления и большая гибкость. Высокие электрический и тепловой КПД в сочетании с низкими потерями расплава и, следовательно, экономией сырья обусловливают низкий удельный расход энергии и экологическую конкурентоспособность.
Превосходство индукционных плавильных устройств над топливными непрерывно возрастает благодаря практическим исследованиям, подкрепленным численными методами решения электромагнитной и гидродинамической задач. В качестве примера можно отметить внутреннее покрытие медными полосами стального кожуха ИКП для плавки меди. Уменьшение потерь от вихревых токов повысило КПД печи на 8 %, и он достиг
92 %.
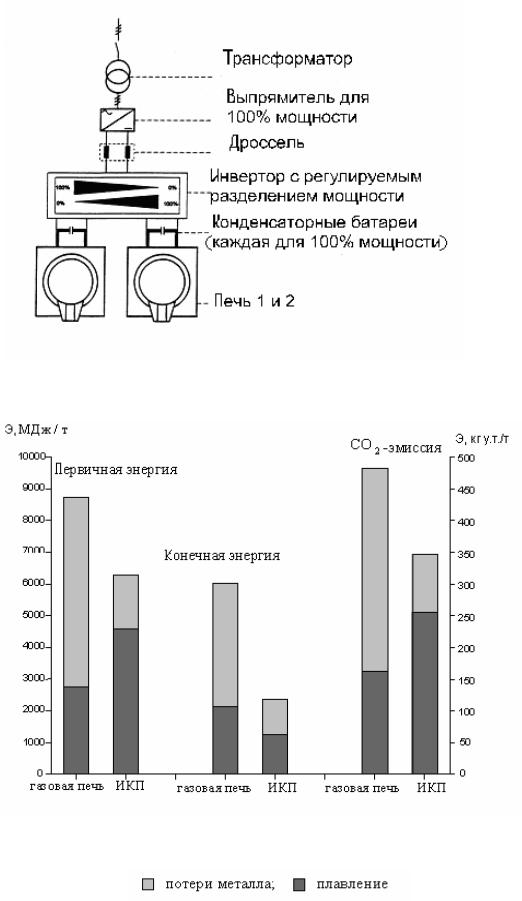
Дальнейшее улучшение экономических показателей индукционной плавки возможно за счет применения современных технологий управления, таких как тандем или управление двойным питанием. Две ИТП тандема имеют один источник питания, и пока в одной идет плавка, в другой расплавленный металл выдерживается для разливки. Переключение источника питания с одной печи на другую повышает коэффициент его использования. Дальнейшим развитием этого принципа является управление двойным питанием (рис. 7.25), которое обеспечивает продолжительную одновременную работу печей без переключения с помощью специальной автоматики управления процессом. Следует также отметить, что неотъемлемой частью экономики плавки является компенсация общей реактивной мощности.
В заключение для демонстрации преимуществ энерго- и материалосберегающей индукционной технологии можно сравнить топливный и электротермический способы плавки алюминия. Рис. 7.26 показывает значительное снижение энергопотребления на тонну алюминия при плавке в
188
Н.И. Данилов, Я.М. Щелоков Основы энергосбережения |
Глава 7. Энергосберегающие возможности |
|
современных электротехнологий |
Рис. 7.25. Принцип управления двойным питанием
Рис. 7.26. Потребление энергии и CO2-эмиссия при производстве алюминия в больших печах:
189