

Кассетные установки
Эти установки применяют для формования и ТВО изделий крупнопанельного домостроения. Как формование, так и ТВО осуществляется в кассетах в вертикальном положении. Бетон в кассете находится в замкнутом пространстве, что способствует более интенсивной ТВО.
Преимущества кассет – высокая точность изделий, хорошее качество их поверхности. Способ прогрева – контактный одно или двусторонний. Теплоносители – пар, горячая вода, высококипящие жидкости, горячий воздух, электроэнергия.
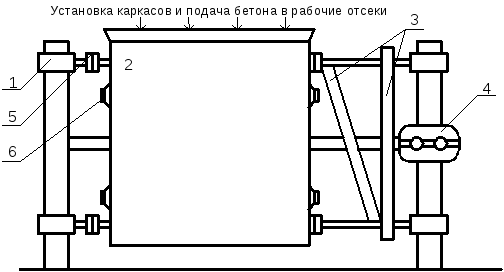
Рис.1 Схема кассетной установки
Основными конструктивными элементами кассетной установки являются: 1 – станина; 2 – форма-кассета, состоящая из ряда отсеков, образованных стальными вертикальными стенками. Рабочие формовочные отсеки, куда производится укладка бетонной смеси, чередуются с тепловыми секциями для подачи пара; 3 – механизм открывания и закрывания бортов формовочной машины (механизм распалубки); 4 – привод механизма распалубки; 5 – упорные дожимные винты; 6 - механизмы уплотнения бетонной смеси при формовании.
С целью увеличения оборачиваемости кассет тепловую обработку изделий осуществляют в течение двух периодов: первый – прогрев, второй – изотермическая выдержка. После чего изделия, достигшие прочности 50…60% от проектного значения извлекают из рабочих отсеков и выставляют на охлаждение в специальную камеру. Длительность охлаждения составляет 15…18 ч. За это время изделия успевают набрать прочность 70…75% от марочной, что соответствует принятым нормам отправки продукции на строительную площадку.
Существенным недостатком ТО в кассетах является неравномерное распределение температуры по высоте изделия, которое может достигать 30…40оС. Для устранения этого недостатка применяют эжекторное пароснабжение кассеты, что делает возможным снизить неравномерность распределения температуры между верхней и нижней частями изделия до 5 – 7оС. Схема эжекторного пароснабжения кассеты приведена на рис.2.
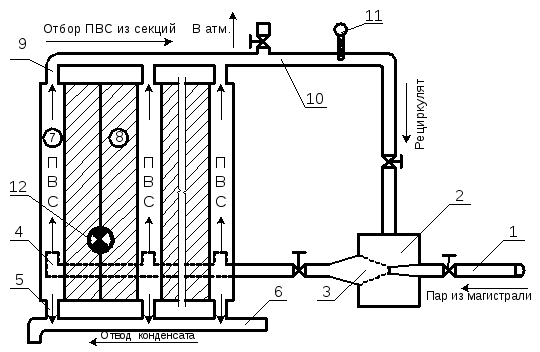
Рис.2 Схема эжекторного пароснабжения кассеты
Пар по магистральному трубопроводу 1 и рециркулят по трубопроводу отбора 10 поступают в эжектор 2, где готовится рабочая ПВС. При помощи диффузора 3 эта смесь по патрубкам 4 подаётся в тепловые секции кассеты 7 для тепловой обработки отформованных изделий в рабочих отсеках 8. Образующийся в тепловых секциях конденсат по патрубкам 5 удаляется в конденсатоотводчик 6 и далее систему отвода. Отработанная ПВС (рециркулят) за счёт разрежения создаваемого эжектором отбирается из тепловых секций в трубопровод 10 и направляется на рециркуляцию, а часть при необходимости может быть удаленна в атмосферу. Температуру отработанной ПВС контролируют при помощи датчика температуры 11. Удельный расход пара на ТО в кассетах составляет 150 – 200 кг/м3 бетона.
Лекция 8
Автоклавные установки
Для тепловой обработки силикатного кирпича и изделий из ячеистого бетона обычно применяют автоклавы. Эти установки работают при давлении от 0,8 до 1,2 МПа и температуре от 170 до 188оС. Для запаривания изделий используют влажный насыщенный водяной пар, который быстро конденсируется и создаёт водную среду в порах материала. Перегретый пар для автоклавной обработки не применяют. Применение пара высокого давления и температуры при автоклавной обработке связано с интенсивным растворением SiO2 в растворе Са (ОН)2, которое начинается при 170…175оС. Повышение давления пара сокращает продолжительность запаривания, а также увеличивает прочность изделий. Но всё-таки, давление пара не влияет на процессы твердения, а лишь обеспечивает нужную температуру в автоклаве. Автоклавы подразделяются на два типа – тупиковые (вход и выход вагонеток с одной стороны) и проходные (вход и выход вагонеток с противоположных сторон). Тепловая обработка силикатного кирпича осуществляется в автоклавах диаметром 2 м и длиной 19 и 21м при давлении от 0,8 до 1,2 МПа, а также в автоклавах длиной 40 м при давлении 1,6 МПа. Для производства изделий из ячеистого бетона применяют автоклавы следующих размеров: диаметр 2;2,6;3,6 м, длина соответственно 17, 19 и 27 м.