

Просеивание в промышленных условиях
Конструкции сит, используемых в заводском производстве, различны. По характеру сетки различают сита плетеные, штампованные и колосниковые (рис. 24).

Рис. 24. Виды сеток сит (Л.А. Иванова, 1991)
а, б – плетеные; в – штампованные; г – колосниковые
Плетеные сита. Их получают переплетением тонких нитей или проволок. Используют натуральный шелк, синтетические материалы (капрон), специальные сорта нержавеющей стали, латунь, фосфористую бронзу (рис. 24 а, б). Переплетение ведется в строго определенном порядке, в соответствии с так называемой «формулой сит», по которой ширина отверстий сетки составляет 6/n; толщина нитей – 4/n; где n – число нитей, приходящихся на 1 см (по длине). Согласно этой формуле ширина отверстий сетки должна быть в 1,5 раза больше толщины нити (6:4). Плетеные сита малопрочны. Их сетки легко вытягиваются, нити сдвигаются, в результате чего нарушается первоначальная правильность размеров отверстий. Для повышения прочности проволочные сетки подвергают прессованию под большим давлением, благодаря чему в местах перекрещивания проволока сминается и закрепляется. В некоторых случаях тонкую проволоку и шелковые нити подкрепляют более прочной, с более крупными отверстиями металлической сеткой.
Штампованные сита. Это сита (рис. 24 в), которые представляют собой металлические листы толщиной 2-12 мм, с проштампованными (пробивными) отверстиями круглой, овальной или квадратной формы. Они отличаются прочностью, и широко применяются в промышленности, однако имеют довольно крупные отверстия – не менее 0,3 мм.
Колосниковые сита. Применяются редко, в основном устанавливаются в мельницах, работающих по принципу удара. Они представляют собой сочетание металлических (чугунных, стальных) пластин (рис. 24 г); отличаются исключительной прочностью.
Конструкция сит
В химико-фармацевтической промышленности используют механизированные сита. В зависимости от конструкции механизмов, приводящих в движение рабочую поверхность сита и просеиваемый материал, различают ситовые механизмы двух типов:
машины с плоскими ситами;
барабанные просеивающие машины.
Машины с плоскими ситами подразделяются на две разновидности: качающиеся и вибрационные. Качающиеся сита (трясунки) подробно рассмотрены в разделе I «Сборы».
Вибрационные сита. Вибрационные сита подразделяются на электромагнитные, гирационные и инерционные. Вибрационные сита особенно эффективны при просеивании мелких порошков, поскольку вибрирующие движения предупреждают забивание отверстий ситовой ткани. На рис. 25 приведена схема устройства электромагнитного вибрационного сита, в котором поступательно-возвратное движение сита (3) осуществляется за счет периодического намагничивания и размагничивания якоря (2), прикрепленного к ситу. При пропускании тока электромагнит (1) притягивает якорь и вместе с ним сито. Но это движение вправо влечет за собой размыкание контактов (4). Обратное движение (влево) сито совершает уже при помощи мощных пружин (5). Происходит замыкание контактов, и якорь вновь тащит сито вправо, после чего следует размыкание и пружины оттягивают сито на старое место и т. д. Число вибраций у такого сита превышает 200, амплитуда колебаний до 3 мм.

Рис. 25. Вибрационное сито (И.А. Муравьев, 1980)
Устройство вибрационного (электромагнитного) многоярусного сита представлено на рис. 26. В корпусе (1) размещено сито (3), имеющее три сетки, расположенные одна над другой, причем верхняя имеет наибольшие отверстия, а нижняя наименьшие. Просеиваемый материал из бункера (2) непрерывно подается на рабочую поверхность сита, которая установлена с наклоном, регулируемым в пределах 20-40°. Привод сита в движение осуществляется посредством электромагнитного генератора колебаний (4), расположенного под его рабочей поверхностью. Ситовая ткань и генератор колебаний соединены между собой по форме замыкания через толкатель, что обеспечивает возбуждение отдельных точек ткани сита. Каждая просеивающая поверхность имеет несколько точек возбуждения. Сито разделяет просеиваемый материал по крупности частиц на три фракции (5), (6), (7). Электромагнитное сито в результате быстрого ускорения ткани обеспечивает высокую производительность и повышенную точность разделения.

Рис. 26. Вибрационное (электромагнитное)
многоярусное сито (Л.А. Иванова, 1991)
Гирационные сита. Гирационные сита получили название от гирационного привода. Изготовляются они с одним, двумя и тремя ситами различных размеров. Гирационное сито, изображенное на рис. 27, состоит из короба с ситом (3), который крепится с помощью пружинящих опор (2) на опорной раме (1). Приводной механизм состоит из эксцентрикового вала (4), который получает движение от шкива (6). На валу закреплены два маховика (5) с балансирующими грузами. Маховики с противовесами уравновешивают силы вибрации. При вращении эксцентрикового вала короб с ситом получает круговые движения, которые направлены навстречу потоку материала, что способствует его хорошей сортировке.

Рис. 27. Гирационные грохота (И.А. Муравьев, 1980)
Инерционное сито (рис. 28) состоит из короба (1) с ситом (2), который крепится с помощью пружинящих опор (3) на опорной раме. Приводной механизм состоит из вала (4), маховика (5) и неуравновешенного груза (6). При вращении вала короб с ситом совершает возвратно-поступательное движение (вправо-влево).
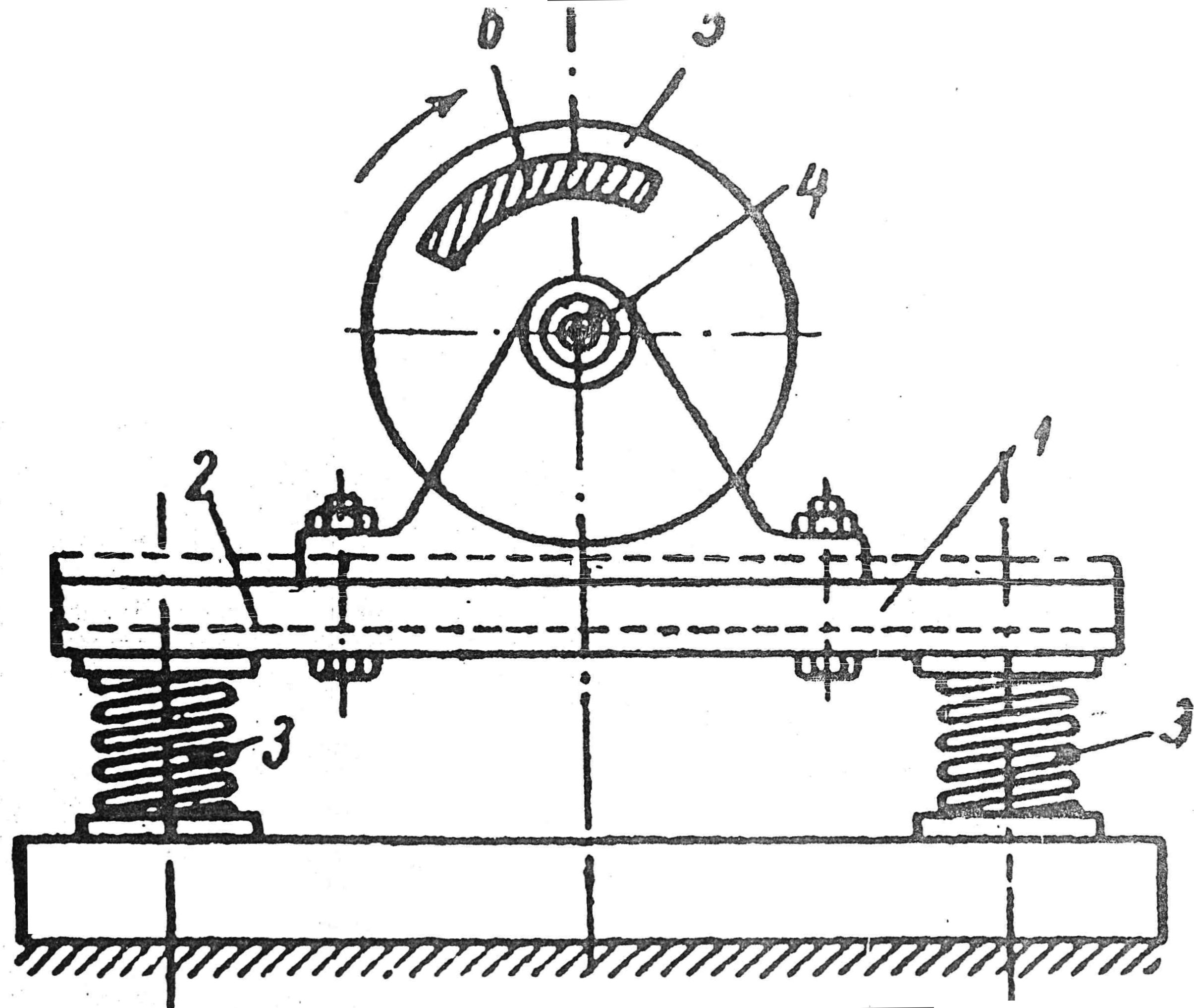
Рис. 28. Инерционное сито
Вращательно-вибрационное сито. Сито модели ВС-2 представлено на рис. 29. Просеиваемый материал засыпают в бункер (5), откуда он поступает на сито (1), где за счет работы двух грузов вибратора (3) создается такое колебание, которое приводит всю массу порошка во вращательное движение по ситу и конусу приемника (2). Наличие двух дисбалансов на разных уровнях вала сообщает всем точкам сетки круговые колебательные движения, как в вертикальной, так и горизонтальной плоскостях. Частоту колебаний регулируют ременной передачей привода (4), а их амплитуду – углом раствора грузов вибратора. Сито в процессе работы герметизируется крышкой.

Рис. 29. Вращательно-вибрационное сито
(Л.А. Иванова, 1991)
Готовый продукт (просев) и отсев поступают в разные лотки, с которых ссыпаются в заранее приготовленную тару. Производительность сита составляет 80-300 кг/ч.
При помощи специального механизма (вибратора) вибрационные сита совершают частые колебания с небольшой амплитудой. Число вибраций сита находится в пределах 900-1500 в минуту (иногда до 3600) при амплитуде колебаний от 0,5 до 12 мм. При высокой частоте колебаний сита его отверстия почти не забиваются, так как сортируемый материал непрерывно подбрасывается на сетке. Поэтому вибрационные сита пригодны для просеивания разнообразных материалов (в том числе влажных), обеспечивают высокую производительность и точность просеивания.
Барабанные просеивающие машины. Барабанные просеивающие машины (бураты) представляют собой вращающиеся барабаны с ситовой поверхностью, устанавливаемые слегка наклонно, под углом 3-8°. Материал для просеивания, попав внутрь барабана, проходит через отверстия сита, а более крупные кусочки и отходы перемещаются вдоль барабана и высыпаются из него в другом конце. Барабан заключен в кожух.
Бураты могут быть с одним или 2-3 ситовыми поверхностями. Приводятся барабаны в движение при помощи зубчатой пли фрикционной передачи. В последнем случае барабан устанавливается на вращающиеся ролики. Имеются конструкции бурата внутри со щеточными приспособлениями, значительно ускоряющими процесс просеивания. Бураты вращаются со скоростью от 10 до 25 об./мин (рис. 30).

Рис. 30. Барабанная просеивающая машина
ТП-4. Смешивание (mixtio)
Цель стадии смешивания – получение однородной смеси веществ.