

1. Качественный анализ технологичности детали
Конфигурация детали достаточно технологична для обработки резанием на токарном станке, все поверхности легкодоступны для инструмента. Диаметральные размеры тяги убывают от середины к концам. Жесткость стали допускает получение высокой точности обработки (жесткость стали считается недостаточной, если для получения точности 6…9-го квалитетов отношение его длины l к диаметру d свыше 10…12).
Определим жёсткость детали:
![]()
![]()
На чертеже указаны все необходимые размеры, требуемая шероховатость обрабатываемых поверхностей, допуски. Технологической базой при точении является черновая поверхность заготовки, после переустановки детали – уже обработанная поверхность тяги. На шлифовальных операциях технологической базой является ось детали (центровые отверстия).
2. Количественный анализ технологичности детали
Количественная оценка технологичности выполняется согласно ГОСТ14 201–73 и содержит следующие показатели:
2.1. Коэффициент точности обработки Ктч определяется по формуле:

где Тср – средний квалитет точности обработки.

где Ti – квалитет точности обработки;
ni – число размеров соответствующего квалитета точности.
![]()
![]()
2.2. Коэффициент шероховатости поверхности Кш определяется по формуле:

где Raср – средняя шероховатость поверхностей изделия.

где Rai – шероховатость поверхности;
ni – число поверхностей соответствующей шероховатости.
![]() мкм.
мкм.
![]()
2.3. Уровень технологичности конструкции по использованию материала:
![]()
где Кб.и.м, Ки.м – соответственно базовый и достигнутый коэффициенты использования
материала.
Коэффициент использования материала Ким:
![]()
где q – масса детали, кг;
Q – масса заготовки, кг.
![]()
![]()
![]()
На основании качественного и количественного анализа делаем вывод, что деталь является достаточно технологичной.
4.Обоснование выбора заготовки ее эскиз с размерами.
Для изготовления тяги применяется прокат круглого профиля
(ГОСТ 7417-57)
Наибольший диаметр данного изделия-28 мм, поверхность Ø 28 не обрабатывается следовательно выбираем пруток диаметром Ø 28, длина прутка составляет - 3000 мм.
Количество деталей, которое можно получить из прутка данной длины вычисляется по формуле:
n=L/l=3000/245=12.24=12 шт.
где n- количество прутков;
L-длина прутка;
l- длина заготовки для тяги.
Эскиз заготовки показан на рис.2
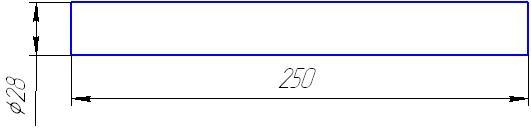
Рис.2