

Аннотация
В курсовом проекте произведен анализ технологичности конструкции детали. Определен тип производства, обоснован выбор способа получения заготовки. Выбран маршрут механической обработки, подобрано оборудование, рассчитаны припуски на механическую обработку, режимы резания. Произведен расчет норм времени, произведен расчет и проектирование специального приспособления.
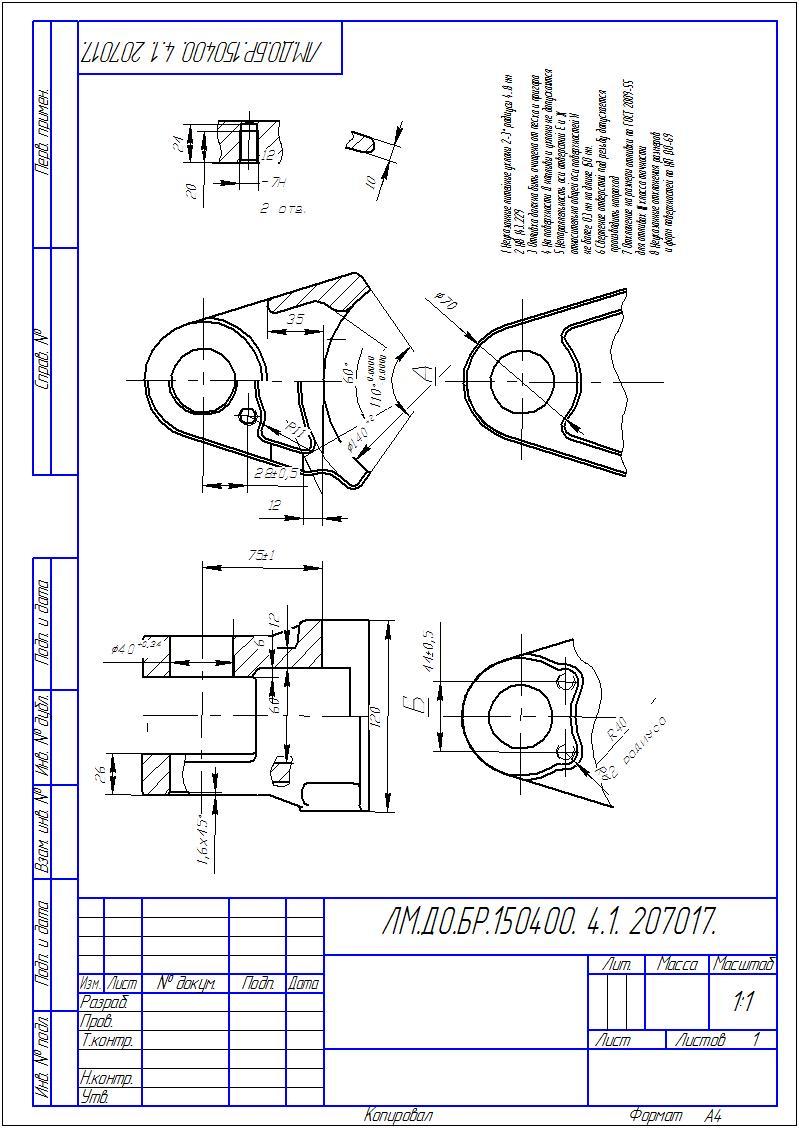
Чертеж детали
1. Технологический анализ изделия на основании технических условий, указанных на чертеже
Деталь "Кронштейн", рассматриваемая в курсовом проекте согласно заданного чертежа изготавливается из Стали 40 Л, т.е. стали, предназначенной для отливок. Деталь имеет очертания сравнительно сложной формы. Деталь предназначена для крепления крупных узлов и агрегатов машин и имеет небольшой размер. Как правило, детали подобные заданной могут подвергаться большим статическим а так же динамическим нагрузкам.
Приведем химический состав стали 40Л, из которой изготавливается деталь:
|
Химический элемент и содержание в процентах | ||||||
|
Si |
Cu |
Mn |
Ni |
P |
Cr |
S |
|
0.2-0.52 |
<0.3 |
0.4-0.9 |
<0.3 |
<0.04 |
<0.3 |
<0.045 |
Механические свойства:
|
Вид термообработки |
σ0,2 |
σВ |
d5,% |
y, % |
KCU Дж/м2 |
|
Нормализация 860-880 С, отпуск 600-630 С |
300 |
530 |
14 |
25 |
29 |
|
Закалка 860-880 С, отпуск 600-630 С |
350 |
530 |
14 |
20 |
29 |
Технологические свойства:
Свариваемость:ограниченно свариваемая. Способы сварки: РДС, АДС под газовой защитой, ЭШС. Рекомендуется подогрев и последующая термообработка.
Обрабатываемость резанием:
В термообработанном состоянии при НВ 200 Ku тв.спл. = 1,1, Ku б.ст. = 1,0.
Склонность к отпускной способности: не склонна
Флокеночувствительность: не чувствительна
Литейные свойства:
Линейная усадка, \% 1480-1490
Показатель трещиноустойчивости, Кт.у. 2.2-2.3
Жидкотекучесть, Кж.т. 0.8
Склонность к образованию усадочной раковины, Ку.р. 1.0
Склонность к образованию усадочной пористости, Ку.п. 1.2
Деталь включает в себя опорную усеченную цилиндрическую поверхность "И" Ø140+2 и пару параллельных ей поверхностей "Е" и "Ж" Ø40+0.34 мм разделенных вырезом, расстояние от края первой поверхности до оси второй 75±1 мм. Установлены требования к шероховатости поверхности "И" Ra 2, к шероховатости поверхностей "Е" и "Ж" Rz 40. К перпендикулярным к ним внутренним поверхностям "Л" и "К" предъявляется требование шероховатости Ra 3, расстояние между поверхностями 48+0,5. Расстояние от оси поверхности "Е" до оси 2х отверстий под резьбу М12-7H 28±0,5 мм., расстояние между отверстиями с резьбой 44±0,5 мм.
Со стороны торцевой поверхности "Д" у поверхности "Е" имеется фаска 1,6х45, к поверхности фаски установлено требование шероховатости Ra 3.
Фаска 1.6х45 с требуемой шероховатостью Ra 3 имеется также у резьбовых отверстий. Требование к шероховатости самой резьбы Ra 4.
По бокам деталь имеет две пары ребер жесткости толщиной 10 мм. Чертеж предполагает получение заготовки в виде отливки, кроме того ряд технических требований установлен в качестве поясняющего текста на чертеже:
Неуказанные на чертеже литейные составляют уклоны 2-3° радиусы 4-8 мм, твердость материала детали 143-229 HB, что не предполагает дополнительной термической обработки. Указана необходимость очистки отливки от песка и пригара. К качеству поверхности Д предъявлены повышенные требования: отсутствие наплывов и уклонов.
|
Показатели технологичности |
Анализ детали по чертежу |
Заключение по технологичности |
|
Обрабатываемые поверхности должны быть взаимно параллельны или перпендикулярны |
Поверхности детали, подлежащие обработке параллельны и перпендикулярны. |
Технологично |
|
Обрабатываемые поверхности должны быть сквозными, без внутренних канавок и выточек |
Имеются несквозные поверхности, обработка которых затруднена |
Нетехнологично |
|
Расстояния между отверстиями не менее 25 мм для применения многошпиндельных станков |
Расстояния между отверстиями более 25 мм. |
Технологично |
|
Длина резьбовых поверхностей не более двух диаметров |
Длина резьбы не превышает 2 х диаметров |
Технологично |
|
Пазы должны быть доступны для обработки на станках |
Пазы отсутствуют |
технологично |
|
Должна отсутствовать обработка по месту |
Обработка по месту отсутствует |
Технологично |
|
Точные по размерам поверхности должны иметь соответствующие шероховатости |
К параметрам шероховатости представлены более высокие требования |
Нетехнологично |
|
размеры должны быть нанесены по типовым правилам базирования |
Размеры нанесены по типовым правилам |
Технологично |
|
Конструкция должна обеспечивать возможность использования высокопроизводительных методов обработки |
Конструкция обеспечивает возможность использования высокопроизводительных методов при обработке |
Технологично |
В виде текста задается и требование параллельности Поверхностей "Е" и "Ж" поверхности "И". Указывается допустимость сквозного сверления отверстий под резьбу.
Отклонения размеров отливки заданы по ГОСТ 2009-55 III класс точности, неуказанные отклонения форм и поверхностей по НП 130-69.
Также можно сказать, что деталь неудобна с точки зрения ее базирования при обработке верхней части, т.к отсутствуют развитые плоские поверхности и выступающие элементы, которые можно использовать в качестве баз.
Для удобства оценки точности изготовления детали приведем квалитеты, которым соответствуют заданные отклонения размеров детали.
|
Размер на чертеже |
Квалитет точности |
|
Ø140+2 |
15 |
|
Ø40+0.34 |
12 |
|
75±1 |
16 |
|
48+0,5 |
13 |
|
28±0,5 |
15 |
|
44±0,5 |
15 |
|
М12-7H |
7 |
|
Остальные размеры, (точность не оговаривается особо) |
17 (точность, получаемая при литье в песчано-глинистые формы) |
Из приведенной таблицы видно, что предъявляемые к детали требования точности изготовления невысоки и обработка каждой из поверхностей детали может производиться в 1-2 перехода.
Наиболее жесткие требования по шероховатости (Ra 2) предъявлены к цилиндрической поверхности Ø140+2. Для достижения такого значения шероховатости достаточно чернового, получистового, чистового и тонкого фрезерования.
Параметры шероховатости Ra 3, Ra4 достигаются При обработке черновым, получистовым, чистовым фрезерованием и однократным шлифованием. Параметр Rz 40 может быть достигнут за 2 перехода при рассверливании и последующем зенкеровании отверстия заготовки.
Термообработка.
Термическая обработка (термообработка) стали – процесс изменения структуры стали, цветных металлов, сплавов, при нагревании и последующем охлаждении с определенной скоростью.
Термообработка приводит к существенным изменениям свойств стали, цветных метало и сплавов. Химический состав металла не меняется.
Термообработка стали и сплавов бывает следующих видов: отжиг, нормализация, закалка, отпуск.
Деталь – Кронштейн. Материал – Сталь 40л
Технические требования: твердость НВ 160 МПа.
Упрочняющей термообработки на этой стали НЕ делают.
Сталь
горячекатаная НВ![]() =160
МПа.
=160
МПа.