

5.3 Расчет норм времени
Использование данного приспособления позволяет сэкономить в среднем 10 сек (0.167 мин). на закреплении заготовки, а так же позволяет задействовать при проведении операции персонал с более низкой квалификацией.
Штучное время для проведения копировально-фрезерной операции составило
![]()
Соответственно без использования приспособления время возрастает
![]()
Заработная плата фрезеровщика 6 разряда составляет около 30000 р.
При использовании приспособления операция может осуществляться фрезеровщиком 5 разряда с заработной платой 28000 р.
Оплата труда за час составит
![]()
![]()
При заданной годовой программе выпуска изделий 20000 шт. Объем времени, затраченного на копировально-фрезерную операцию:
Без приспособления
![]()
С приспособлением:
![]()
Объем оплаты труда рабочих за это время:
Без приспособления:
![]() .
.
С приспособлением:
![]()
Экономия от использования приспособления:
![]()
5.4 Операционные карты
Для операций обработки резанием разрабатываем операционные карты. Ниже приведены операционные карты на следующие операции:
015 вертикально-фрезерная
020 Вертикально-фрезерная
025 Горизонтально-сверлильная
030 Плоско-шлифовальная
035 Копировально-фрезерная
5.5 Обоснование, конструирование, расчет и описание работы специального приспособления для проведения заданной операции.
Станочные приспособления применяют для установки заготовок и деталей в процессе их обработки на металлорежущие станки. Использование данных приспособлений связано с тем, что их обоснованное применение позволяет получить более высокие технико-экономические показатели в технологическом процессе, чем при отсутствии приспособлений.
Точность обработки деталей с применением приспособлений в среднем возрастает на 20-40%. Станочные приспособления позволяют снизить требования к квалификации станочников основного производства в среднем на разряд, объективно регламентировать длительность выполняемых операций и расценки, расширить технологические возможности оборудования.
Рассматриваемое в проекте приспособление предназначено для базирования заготовки кронштейна в копировально-фрезерной операции. На этой операции последовательно производится черновое, получистовое, чистовое и тонкое фрезерование цилиндрической поверхности заготовки.
Заготовка устанавливается по сквозному отверстию на паре конусов и при этом центруется по фаскам отверстий с резьбой. Фиксаторы связаны с пневмоцилиндром через звено-компенсатор, благодаря которому все стержни фиксаторы плотно прижимаются к заготовке независимо от погрешности заготовки.
К выставленной на конусных зажимах заготовке вплотную подводится регулируемая опорная призма, установленная в пазах основания и имеющая подвижность в пределах 4 мм. Эта призма воспринимает основную нагрузку от сил, возникающих при фрезеровании и препятствует проворачиванию заготовки относительно оси конусов.
Схема
сил при резании показана на рисунке.
Здесь
![]() --
сила резания при фрезеровании.
--
сила резания при фрезеровании.![]() —
сила реакции призмы
—
сила реакции призмы
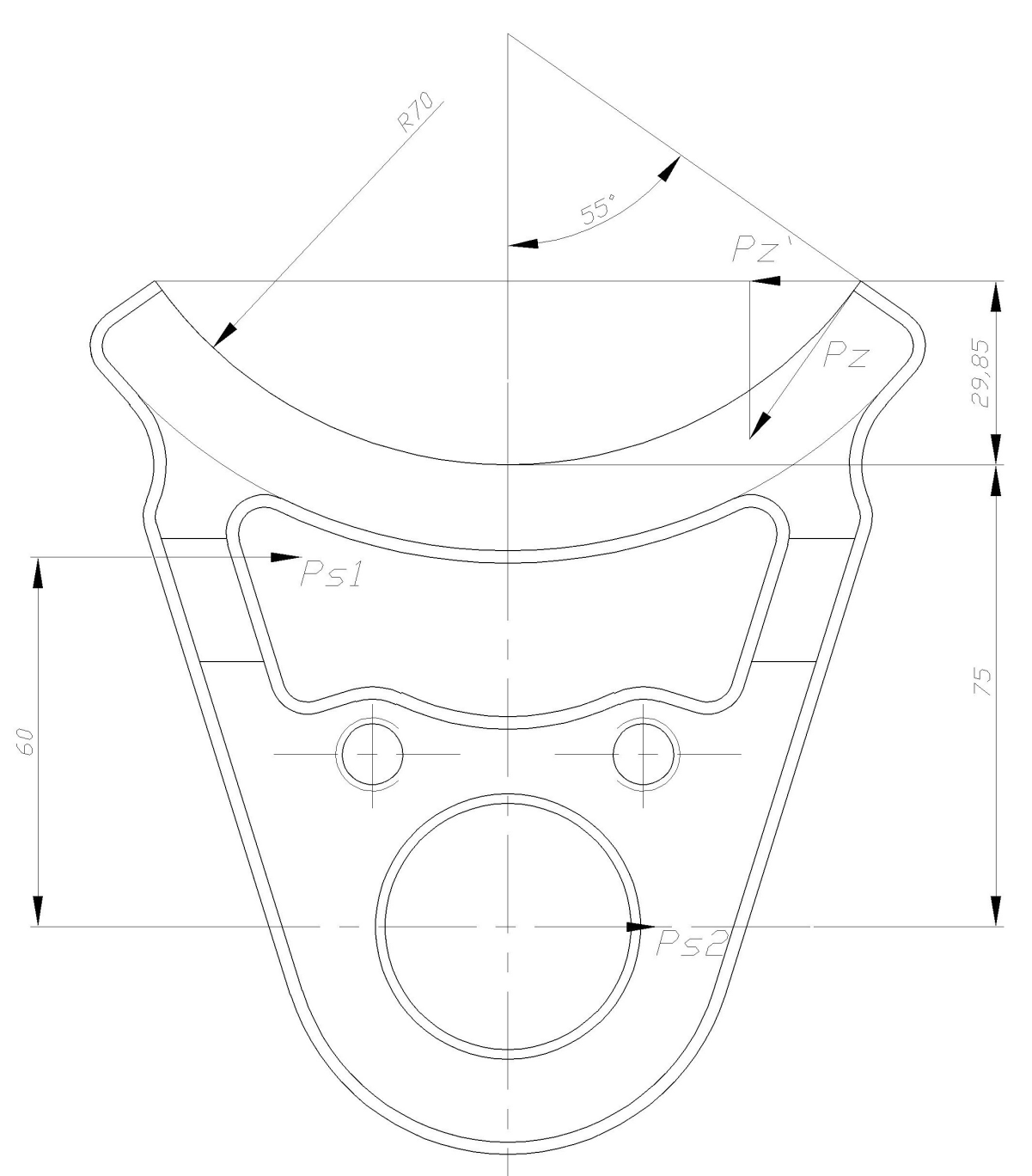
![]() —сила
реакции конусной опоры.
—сила
реакции конусной опоры.
В данном случае величина момента силы резания относительно оси опор непостоянна.
Проекция
силы
![]() —
—![]() изменяется в зависимости от угла наклона
касательной
изменяется в зависимости от угла наклона
касательной![]() по закону:
по закону:
![]()
Плечо силы изменяется по закону:
![]()
Где
![]() —расстояние
от оси опор до ближайшей точки на
обрабатываемой поверхности
—расстояние
от оси опор до ближайшей точки на
обрабатываемой поверхности
![]() —радиус
обрабатываемой поверхности
—радиус
обрабатываемой поверхности
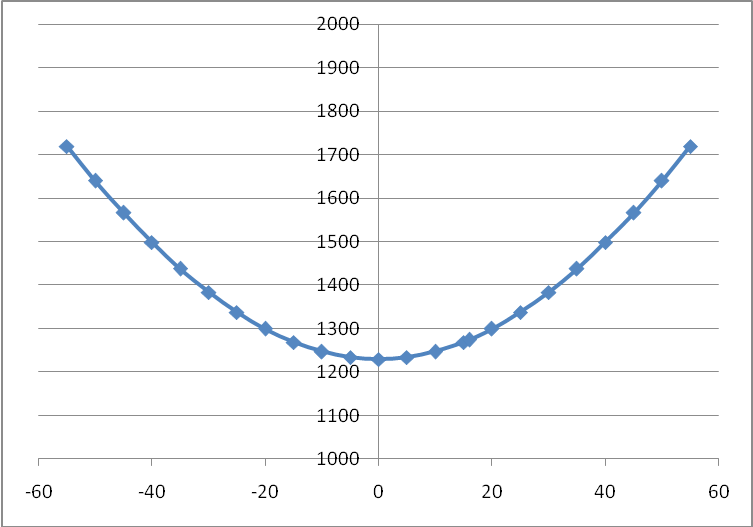
Момент, действующий на заготовку при ее обработке:
![]()
![]()
![]()
Зависимость момента от угла наклона касательной заготовки представим в виде графика. Из графика видно, что наибольших значений момент достигает при обработке краев заготовки.
Для расчетов принимаем
![]()
Величина
реакции призмы![]() :
:
![]()
Величина
горизонтальной составляющей реакции
конусов![]() :
:
![]()
Величина
вертикальной составляющей реакции
конусов![]() при
условии пренебрежения вертикальной
реакцией призмы:
при
условии пренебрежения вертикальной
реакцией призмы:
![]()
Суммарная поперечная реакция конусов:
![]()
Так как основную нагрузку по удержанию заготовки от проворачивания при обработке воспринимает призма, необходимая сила зажима определится величиной конусности удерживающих деталей приспособления.
Принимаем конусность K 1:5, тогда сила зажима:
![]() —величина
конусности (равна удвоенному тангенсу
угла при вершине конуса)
—величина
конусности (равна удвоенному тангенсу
угла при вершине конуса)
Предварительно
примем для приспособления пневмоцилиндр
диаметром поршня
![]() и диаметром штока
и диаметром штока![]()
Давление в системе привода пневмоцилиндра, при работе на сжатие:
![]()
Для
компенсации трения в узлах приспособления
давление увеличиваем по сравнению с
расчетным, принимаем
![]()
Список использованной литературы:
1. Косилова А.Г. Мещеряков Р.К. «Справочник технолога-машиностроителя» Ч1, издательство «машиностоение» 2001 г.
2 Косилова А.Г. Мещеряков Р.К. «Справочник технолога-машиностроителя» Ч2, издательство «машиностоение» 2001 г.
3 Вардашкин Б.Н., Шапилова А.А. «Станочные приспособления» 2 тома Москва 1984 г.
«Справочник технолога-машиностроителя» Ч1, издательство «машиностоение» 2001 г.
Методические указания к курсовому проекту по дисциплине «Технологическая оснастка» Донецк 2006 г.
Чугунов А.В. «Технология лесного машиностроения» СПб 2004
Чугунов А.В. «Технология лесного машиностроения. Методические указания по выполнению курсового проекта» СПб 2003 г.
Горошкин А.К. «Приспособления для металлорежущих станков» справочник Москва 1979 г.
Мурашкин С.Л. «Технология машиностроения» в 3х томах Сп 2003 г.