

1. Назначение и конструкция детали
Деталь «тяга» 9655-113-2 является составной частью рулевого механизма трактора и служит для осуществления поворота.
Годовая производственная программа – 20000 шт. за год
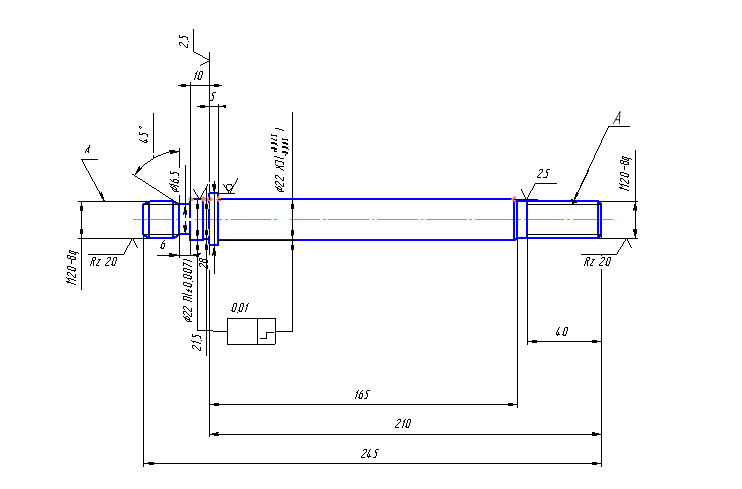
Рисунок 1.1.
Деталь изготавливается из стали 45 ГОСТ 1050-88. Химический состав стали 45 приведен в таблице 1.1., механические свойства стали приведены в таблице 1.2.
Таблица 1.1.
|
С |
Si |
Mn |
S |
P |
Ni |
Cr |
|
| ||||||
|
Массовая доля элементов, % | ||||||
|
0,42-0,50 |
0,17-0,37 |
0,50-0,80 |
0,045 |
0,045 |
0,30 |
0,30 |
Таблица 1.2.
|
σт, МПа |
σв, МПа |
δ5, % |
ψ, % |
αН, Дж/см2 |
НВ (не более) | |
|
|
горечекатанной |
отожжённой | ||||
|
360 |
690 |
16 |
40 |
50 |
241 |
197 |
Сталь 45 ГОСТ 1050-88 – среднеуглеродистая качественная сталь, имеющая хорошие механические свойства для обрабатывания резаньем, хорошо закаливается. Сталь 45 применяют для изготовления вал- шестерен, коленчатых и распределительных валов, шестерен, шпинделей, цилиндров, кулачков и других нормализованных, улучшаемых и подвергаемых термообработке детали, от которых требуется повышенная прочность. В данном случае применение данного материала целесообразно.
2. Обоснование и выбор типа производства типы производсва:
Единичное Серийное Массовое
Таблица для ориентировочного определения типа производства в зависимости от массы детали и годовой программы выпуска.
Таблица 1.3
|
Тип производства
|
Годовая программа выпуска, шт.
| ||
|
|
Легкие (до 20 кг.)
|
Средние (20-300 кг.)
|
Тяжелые (свыше 300 кг.)
|
|
Единичное Мелкосерийное Серийное *Крупносерийное Массовое
|
11-100 101-500 501-5000 5001-50000 Св.50000
|
6-10 11-200 201-1000 1001-5000 Св.5000
|
1-5 6-100 101-300 301-1000 Св.1000
|
Одним из основных принципов построения технологических процессов является принцип совмещения технических, экономических и организационных задач, решаемых в данных производственных условиях.
Наименьшие затраты при максимальной производительности и обеспечении всех требований к качеству изделий могут быть достигнуты в случае построения технологического процесса в полном соответствии с типом данного производства.
В зависимости от широты номенклатуры и объема выпуска изделия, современное производство подразделяется на различные типы: единичное, серийное и массовое.
Объем
детали:
![]()
![]()
Исходя
из задания объем детали : ![]() =90.7
=90.7![]()
Плотность
стали 45 равна: ![]() гр/см
гр/см![]()
Определяем
массу детали ![]() грамм=0,707
кг
грамм=0,707
кг
Руководствуясь таблицой 1.3 и заданием на курсовой проект определяем тип производства,в нашем случае тип производства - крупносерийный
3.Технологический анализ изделия на основании
технических условий указанных на чертеже.
Целью анализа конструкции детали на технологичность является выявление недостатков конструкции по сведениям, содержащимся в чертежах и технических требованиях, а также возможное улучшение технологичности рассматриваемой конструкции.
Анализ технологичности проводится, как правило, в два этапа: качественный и количественный.