

3. Аустенитные стали
Хромоникелевые стали. Введение в сталь никеля сильно расширяет у-область, снижает температуру мартеиситного превращения и при 8(% Ni сталь с 18 % Cr и 0,1 % С переходит в класс аустенитных. Мартенситная точка Mb при охлаждении для этих сталей лежит несколько ниже комнатной температуры, а мартенситная точка при деформации Мд — выше.
Точное положение Mn сталей типа 18-8 определяется соотношением хрома, углерода, никеля и примесей в стадии меняется в широких пределах от 0 до (—180)-^(—190) 0C.
Мартенсит может быть получен пластической деформацией или обработкой холодом. Важно отметить, что состав 18 % Cr—8|% Ni при 0,1 % С требует минимального количества никеля (рис. 170) для обеспечения аустенитной структуры, т. е. является наиболее экономически выгодным, что и определило широкую распространенность сталей этого типа.
Основным преимуществом сталей аустенитного класса являются их высокие служебные характеристики (прочность, пластичность, коррозионная стойкость в большинстве рабочих сред) и хорошая технологичность. Поэтому аустенитные коррозионностойкие стали нашли широкое применение в качестве конструкционного материала в различных отраслях машиностроения.
В хромоникелевых аустенитных сталях промышленных плавок возможны следующие фазовые превращения: 1) образование карбидных, карбонитридных фаз и сг-фазы при нагревах в интервале 650—850 0C; 2) растворение этих фаз при нагреве до более высоких температур (1100—1200°С); 3) образование б-феррита при высокотемпературных нагревах; 4) образование а — и е-мартенситных фаз при охлаждении и пластической деформации.
Выделение карбонитридных фаз происходит преимущественно по границам зерен, что снижает пластичность сталей и их сопротивление МКК. Резко охрупчиваются стали при образовании а-фазы.
Присутствие в структуре стали 6-феррита отрицательно сказывается иа ее технологичности, особенно при горячей обработке давлением. Поэтому в сталях, подвергающихся прокатке, ковке, штамповке, при повышенных температурах количество 6-феррита строго лимитируется-
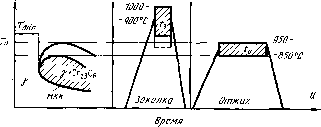
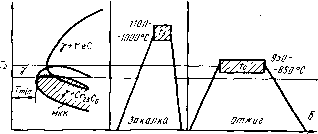
Рис. 170. Схема термической обработки ауетенитиых нержавеющих сталей1 (Е. А. Ульянин):
А — нестабилизированных; 6 — стабилизирующих Ti или Nb
Так, в сталях типа 10Х18Н9Т при нагреве до 1200 0C может образоваться до 40—45 % 6-феррита, а в сталях 10Х18Н10Т, 10Х18Н12Б до 15— 20 % б-феррита. Поэтому при выплавке этих сталей требуется обеспечить отношение Cr/Ni<l,8, что гарантирует образование не более 10— 15 % 6-феррита.
Ниобий и титан, находясь в твердом растворе (аустените), снижают температуру мартенситного превращения, а при выделении их в карбо — иитридиых фазах происходит обеднение аустенита углеродом и азотом,, и мартенситиая точка повышается.
Присутствие б-феррита понижает мартенситную точку, так как при его образовании происходит перераспределение легирующих элементов и у-фаза обогащается аустеиитообразующими элементами.
Целью. термической обработки является получение аустенитной структуры, снятие внутренних напряжений и устранение склонности к МКК, которая возникает при сварке, горячей обработке давлением или других технологических операциях.
Термическая обработка иестабилизированных титаном и ниобием хромоникелевых аустенитных сталей (например, 12Х18Н9) заключается в закалке из однофазной аустенитной области (от IOOO0C) в воду (закалка без полиморфного превращения) (см. рис. 170,а). Считается, что закалку следует проводить от температур несколько выше температуры растворения хромистых карбидов (7р), причем чем выше содержание углерода в стали, тем от более высоких температур проводят закалку.
Стали, стабилизированные титаном или ниобием, закаливают из двухфазной области аустенита и специальных карбидов TiC (или NbC), причем температура закалки не зависит от содержания углерода и составляет обычно 1000—IlOO0C, чаще всего 1050°С (см. рис. 170,6). Более высокие температуры нецелесообразны из-за возможного роста зерна и начала растворения специальных карбидов.
После закалки стали приобретают оптимальное сочетание характеристик механических свойств и коррозионной стойкости.
Недостатком закалки является необходимость нагрева до высоких температур, быстрого охлаждения, что часто трудно технологически осуществить и вызывает коробление конструкции. Стабилизирующий отжиг для сталей без титана и ииобия (рис. 170, а) преследует цель повышения концентрации хрома на границе аустенит — карбид, что приводит сталь в состояние высокого сопротивления МКК. Несмотря на присутствие карбидов хрома в сталях после отжига при 850—950 °С, они не склонны к MKK-
Для сталей, легированных титаном и ниобием, в процессе отжига возможно превращение карбидов хрома в специальные карбиды TiC или NbC, что также, устраняет склонность к MKK (см. рис. 170,6). Температура стабилизирующего отжига обычно составляет 850—950 0C. Отжиг допускает бодее медленное охлаждение, обычно на воздухе, и более эффективен для стабилизированных сталей.
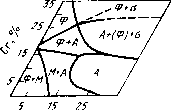
Хромомарганцевоникелевые и хромомарганцевые стали. Марганец, как и никель, является аустенитообразующим элементом, однако он обладает менее сильным действием на стабилизацию аустенита. Из рис. 171 видно, что аусте- нитиую структуру в Cr—Mn сталях можно получить только при содержании >15,% Mn и <15 % Cr. При других соотношениях легирующих элементов структура сталей получится двухфазной (аустенит+феррит или мартенсит или а-фа~ за). Поэтому при замене никеля марганцем приходится понижать содержание хрома или заменять никель частично, или дополнительно легировать стали таким сильным аусте — нитообразующим элементом, как азот. В табл. 33 приведены состав и свойства хромомарганцевой стали с азотом 10Х14АГ15 (0,15—0,25 % N) и хромомарганцевоникелевой
Стали 10Х14Г14Н4Т, нашедших применение в промышленности (в основном в торговом и пищевом машиностроении). Кроме этих сталей, применяют также стали 20Х13Н4Г9, 12Х17Г9АН4 и др.
Коррозионная стойкость is Mn хромомарганцевых и хромо-
Марганцевоникелевых сталей
Рис. 171. Структурная диаграм — ВО МНОГИХ ЭГреССИВНЫХ среДЭХ
За\алГеотЫп^сгТГф?0хие достаточно высокая, однако в мушии) • средах высокой агрессивности
(например, азотная кислота, среды с галогенами, сульфатами, сульфидами) марганец оказывает отрицательное влияние на сопротивление коррозии.
Поэтому коррозиониостойкие хромомарганцевые стали следует применять только после тщательных испытаний на коррозионную стойкость в рабочей среде. В настоящее время в технике накоплен большой опыт по рациональному использованию сталей с частичной или полной заменой никеля марганцем в качестве коррозионностойкого материала.
При нагреве этих сталей (550—800 0C) в них по границам зерен выделяются карбиды типа Сг2зСб, при этом скорость процессов выделения определяется содержанием углерода. При наличии в сталях азота стабилизация титаном не устраняет склонности к МКК, так как могут образовываться нитриды титана. Поэтому для предотвращения склонности к MKK в этих сталях требуется понижать содержание углерода «0,03 %).
Хромомарганцевые стали имеют более высокие прочностные свойства, чем хромоникелевые, и большую склонность к образованию мартенсита при деформации. Следует отметить, что хромомарганцевые аустенитные стали сильнее упрочняются при пластической деформации, чем хромоникелевые, даже без учета мартенсита деформации, т. е. при деформации выше Mn. Это обычно связывают с вероятностью образования и величиной энергии дефектов упаковки: никель повышает, а марганец понижает вероятность образования дефектов упаковки в аустените.
Термическая обработка этих сталей заключается в закалке от 1000—IlOO0C с целью обеспечения аустенитной структуры, снятия предшествующего наклепа и устранения склонности к МКК.
Выдержка под закалку хромомарганцевых сталей должна быть минимальной, так как марганец имеет тенденцию к избирательному окислению при высоких температурах, в результате чего поверхностные слои обедняются марганцем и могут приобретать феррито-аустенитную структуру, что является нежелательным явлением. Эти стали применяют как заменители хромоникелевых сталей в средах средней агрессивности, их используют в широких диапазонах температур.
4. Аустенито-ферритные и аустенито-мартенситные стали
Аустенито-ферритные стали. Преимущество сталей этой группы — повышенный предел текучести по сравнению с аустенитными однофазными сталями, отсутствие склонности к росту зерна при сохранении двухфазной структуры, меньшее содержание остродефицитного никеля и хорошая свариваемость, меньшая склонность к МКК. Состав, режимы термической обработки и свойства некоторых аустени — то-ферритных сталей приведены в табл. 34.
Повышенное сопротивление MKK объясняют более мелкозернистой структурой двухфазных сталей, что приводит к меньшей концентрации карбидных фаз по границам (выделением карбидов типа Me23C6 на границе б—у-фаз). Поскольку условия проявления MKK в этих фазах разные, то — концентрация хрома в приграничных участках не опускается ниже допустимого уровня. Так как концентрация углерода в аустените выше, чем в феррите, карбиды выделяются по границам, не образуя непрерывной сетки.
Аустенито-ферритные стали находят широкое применение в различных отраслях современной техники, особенно — в химическом машиностроении, судостроении, авиации.
Принципиальное отличие сталей аустенито-ферритного — класса в том, что благодаря более высокому содержанию в них хрома аустенит становится более устойчивым по отношению к мартенситному превращению, хотя полностью — исключить возможность образования мартенсита в этих сталях не всегда удается.
Аустенито-ферритные стали весьма сложны по химическому составу, могут иметь в структуре различное соотношение аустенитной и ферритной фаз. В них могут происходить следующие основные фазовые превращения:
Таблица 34. Состав и механические свойства аустеиито-ферритных и аустенито-мартенситных коррозионностойких сталей
|
Марка стали |
Содержание основных элементе®, % |
Режим термической |
|
0B |
Б |
Ч> | |||
|
С |
Cr |
Nl |
ДРУ — гие |
Обработки |
МПа |
% | |||
|
|
|
Аустенито-ферритные стали |
|
|
|
| |||
|
•08Х22Н6Т |
<0,08 |
21—23 |
5.3— |
(5С— |
Закалка 1050 0C |
680 |
419 |
38 |
45 |
|
|
|
6.3 |
0.65) Ti |
Деформация 35 % |
1350 |
1200 |
8 |
— |
|
|
Ю8Х21Н6М2Т |
<0,08 |
20—22 |
5.5- |
1,8— |
Закалка 1050 °С |
720 |
440 |
50 |
55 |
|
|
|
6,6 |
2,5 Mo |
|
|
|
|
|
|
|
|
|
|
0,2- |
|
|
|
|
|
|
|
|
|
|
|
0,4 Ti |
|
|
|
|
|
|
Ч18Х18Г8Н2Т |
<0,08 |
17—19 |
1,8— |
0.2- |
Закалка 1000 °С |
880 |
470 |
29 |
45 |
|
|
|
|
2,8 |
0.5 Ti |
|
|
|
|
|
|
|
|
|
7.9- |
|
|
|
|
|
|
|
|
|
|
|
9,0 Mn |
|
|
|
|
|
|
|
|
Аустенито-мартенситные стали |
|
|
|
|
|
|
|
|
07Х16Н6 |
0,05— |
15,5— |
5,0— |
— |
Закалка IOOO0C |
1100 |
900 |
20 |
67 |
|
|
0,09 |
17,5 |
8,0 |
|
Обработка холодом |
|
|
|
|
|
|
|
|
|
|
—70 0C1 2 ч, отпуск |
|
|
|
|
|
|
|
|
|
|
350 "С |
|
|
|
|
|
•09Х15Н9Ю |
<0,09 |
14—16 |
7,0- |
0.7— |
Закалка 975 "С, об |
1250 |
1000 |
20 |
56 |
|
|
|
|
9,4 |
1.3 Al |
Работка холодом |
|
|
|
|
|
|
|
|
|
|
—70°С, 2 ч, старение |
|
|
|
|
|
|
|
|
4.5- |
|
450"С. 1 ч |
|
|
|
|
|
08Х17Н5МЗ |
0,06— |
16- |
3—3,5 |
Нормализация 950 0C1 |
1200 |
850 |
20 |
50 |
|
|
|
0.1 |
17,5 |
5,5 |
Mo |
Обработка холодом |
|
|
|
|
|
|
|
|
|
|
—70 "С, 2 ч, старение |
1300 |
1200 |
|
|
|
|
|
|
|
|
450 °С, 1 ч, деформа |
5 |
— |
|
|
|
|
|
|
|
|
Ция 70 % |
|
|
|
|
1. Изменение количества аустенита и феррита в зависимости от температуры нагрева (в соответствии с положени-: — ем линий на диаграмме состояния).
2. Распад 6-феррита с образованием а-фазы и вторично — : го аустенита.
3. Выделение карбидных, нитридных и интерметаллид-j ных фаз, которое может происходить как из аустенита, так я из феррита.
4. Мартенситные у-*-ам-превращения при охлаждении ; лли при деформации.
5. Процессы охрупчивания ферритной фазы, связанные •с явлениями упорядочения и расслоения («хрупкость 475 °С»). I
Возможность протекания в аустенито-ферритных сталях ; •сложных фазовых превращений в различных интервалах, температур накладывает существенные ограничения на ре-] жимы их технологии производства и области применения. |
Присутствие б-феррита резко ухудшает пластичность сталей при горячей обработке давлением, особенно при прокатке и прошивке труб, что связывают с различным сопротивлением феррита и аустенита деформированию, с разной скоростью рекристаллизации: менее прочные и быстро рекристаллизующиеся зерна феррита приводят к локализации в них пластической деформации и концентрации напряжений.
На рис. 172 приведена зависимость технологической пластичности двухфазных сталей от количественного соотношения а и у фаз. Видно,
Б о, г, МПа
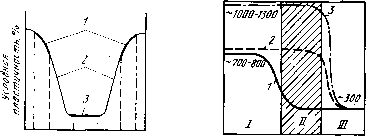
Рис. 172. Влияние соотношения а- и v-фаз на технологическую пластичность сталей при высоких температурах (А. А. Бабаков, М. В. Прнданцев):
1 — хорошая; 2 — пониженная; 3 — плокая
О го 40 60 80 700о, % WO 80 60 40 20 О/,%
— Al C1N1Ni1Cr1MO
Легирование
Рис. 173. Изменение предела текучестк нержавеющих сталей в зависимости от легирования после различной обработки:
/ — закалка; 2—закалка в обработка холодом; 3 — закалка, обработка холодом и старение. 1 — мартеиситный класс; II — аустенитио-мартенситный класс; III — Аустеиитный класс
Что наиболее пластичны однофазные сплавы, однако можно подобрать такой режим прокатки, при котором пластичность двухфазных сталей будет вполне достаточной для производства.
По данным завода «Серп и молот», наиболее высокая пластичность аустенито-ферритных сталей наблюдается в интервале 950— 1050 °С, что объясняется наименьшей разницей в свойствах ферритиой. и аустенитной составляющих (И. Я. Сокол). Этим же объясняется положительное влияние на горячую пластичность кремния, который сильнее упрочняет феррит.
На аустенито-ферритных сталях проявляется эффект сверхпластичности, который заключается в очень высокой пластичности (до 300— 600 %) этих сталей без наклепа в определенных интервалах температур и скоростей деформации и объясняется образованием особой мелкозернистой двухфазной структуры (величина зерна 2—3 мкм), получившей в литературе название микродуплекс.
Промежуточную термическую обработку сталей этого — класса проводят обычно для снятия наклепа при производстве тонкого листа или проволоки. При этом после смягчающей термической обработки или горячей деформации охлаждение от 900—IOOO0C должно быть ускоренным,, чтобы предотвратить охрупчивание.
Температуру закалки этих сталей выбирают в зависимости от состава и назначения детали; она обычно составляет 900—IlOO0C. Стали, предназначенные для сварных деталей, подвергают отпуску для снятия напряжений, причем температуры и время отпуска выбирают с учетом предотвращения охрупчивания стали в интервале «хрупкости 475 °С» и охрупчивания вследствие сигматизации сталей в интервале 650—850 °С.
Аустенито-мартенситные стали. Потребности новых отраслей современной техники в коррозионностойких сталях повышенной прочности и технологичности привели к разработке сталей аустенито-мартенситного (переходного) класса.
Структура этих сталей после закалки представляет собой неустойчивый (метастабильный) аустенит, который может претерпевать мартенситное у->ам-превращение в результате обработки холодом или пластической деформации ниже Мд. Свойства определяются соотношением количества аустенита и мартенсита в структуре. Изменения прочностных свойств в зависимости от содержания легирующих элементов в сталях мартенситного (I), переходного (//) и аустенитного (III) классов приведены на рис. 173.
Температура Ma в этих сталях должна лежать ниже комнатной, но не настолько низко, чтобы сталь была Стабильной при обработке холодом. В аустенито-мартенсит — ных сталях может образовываться некоторое количество •6-феррита, однако его присутствие в структуре ограничивав ют из-за возможного охрупчивания сталей и снижения уровня прочности.
Состав сталей этого типа приходится строго контролировать для поддержания сбалансированного содержания — феррито — и аустенитообразующих элементов и заданной температуры мартенситного превращения. Накопленный экспериментальный материал позволяет ориентировочно оценить действие различных легирующих элементов на со-; держание б-феррита и положение точки Mh в сталях этого] типа, что позволяет рассчитать состав стали. Ниже показа-; но влияние легирующих элементов на количество 6-феррита и положение мартенситной точки сталей переходного класса (Ф. Б. Пикеринг):
-Легирующий элемент……..
|
N |
С |
Ni |
Со |
Cu |
Mn |
|
-200 |
—180 |
—10 |
—6 |
—3 |
—1 |
|
—450 |
—450 |
—20 |
+ 10 |
—35 |
—30 |
Изменение 6-ферри — та, %, иа 1 % л. э. . Изменение Мн, 0C, на 1 % л. э
Продолжение
Легирующий элемент…….
Изменение б-феррита, %, иа 1 % л. э. . Изменение Afa, cC,
|
W |
Si |
Mo |
Cr |
V |
Al |
|
+8 |
+8 |
+11 |
+ 15 |
+19 |
+38 |
|
—36 |
-50 |
—45 |
—20 |
—46 |
+53 |
Дополнительное упрочнение этих сталей может быть получено в результате дисперсионного твердения мартенсита при температурах 400—500 0C. Для этого в стали вводят такие элементы^ как алюминий, медь, титан. В этом случае в сталях возможно выделение интерметаллидной фазы NiAl, когерентной с о. ц. к.-матрицей, и NiTi или Ni (Al, Ti), также имеющих о. ц. к. структуру; при введении меди образуются комплексы, очень богатые медью (предположительно твердый раствор никеля в меди).
В процессе отпуска в сталях выделяются карбонитриды молибдена и ванадия, что также повышает прочность. Однако в результате старения падают характеристики пластичности, поэтому при легировании сталей стремятся к максимальному выигрышу в прочности при заданных характеристиках пластичности.
Экспериментально установлено, что оптимальное сочетание прочности и пластичности обеспечивает легирование молибденом и алюминием, что объясняет наиболее широкое распространение сталей соответствующих композиций.