

Примечания
↑ «Справочник молодого электросварщика по ручной сварке», Г. Г. Чернышов, В. Б. Мордынский, Москва, «Машиностроение», 1987; стр. 66
↑ "Сварочное дело: Сварка и резка металлов: учебник для нач. проф. образования/Г. Г. Чернышов.- М.: Издательский центр «Академия», 2008 г.- стр. 496
Источники
http://www.elektrosvarka.ru/article2.htm
Общие сведения о дуговой сварке
Способы закалки
![]()
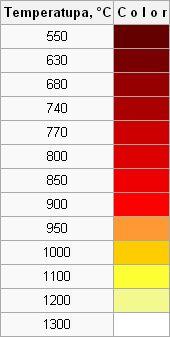
Цвета каления
Закалка в одном охладителе — нагретую до определённых температур деталь погружают в закалочную жидкость, где она остаётся до полного охлаждения. Этот способ применяется при закалке несложных деталей из углеродистых и легированных сталей.
Прерывистая закалка в двух средах — этот способ применяют при закалке высокоуглеродистых сталей. Деталь сначала быстро охлаждают в быстро охлаждающей среде (например воде), а затем в медленно охлаждающей (масло).
Струйчатая закалка заключается в обрызгивании детали интенсивной струёй воды и обычно её применяют тогда, когда нужно закалить часть детали. При этом способе не образуется паровая рубашка, что обеспечивает более глубокую прокаливаемость, чем простая закалка в воде. Такая закалка обычно производится в индукторах на установках ТВЧ.
Ступенчатая закалка — закалка, при которой деталь охлаждается в закалочной среде, имеющей температуру выше мартенситной точки для данной стали. При охлаждении и выдержке в этой среде закаливаемая деталь должна приобрести во всех точках сечения температуру закалочной ванны. Затем следует окончательное, обычно медленное, охлаждение, во время которого и происходит закалка, то есть превращение аустенита в мартенсит.
Изотермическая закалка. В отличие от ступенчатой при изотермической закалке необходимо выдерживать сталь в закалочной среде столько времени, чтобы успело закончиться изотермическое превращение аустенита.
Источники[
БСЭ
А.П. Гуляев Металловедение. — М.: Металлургия, 1977.
Электрическая дуга (Вольтова дуга, Дуговой разряд) — физическое явление, один из видов электрического разряда в газе.
Впервые была описана в 1801 году английским учёным Гемфри Дэви. Электрическая дуга является частным случаем четвёртой формы состояния вещества — плазмы — и состоит из ионизированного, электрически квазинейтрального газа. Присутствие свободных электрических зарядов обеспечивает проводимость электрической дуги.
Электрическая дуга между двумя электродами в воздухе при атмосферном давлении образуется следующим образом:
При увеличении напряжения между двумя электродами до определённого уровня в воздухе между электродами возникает электрический пробой. Напряжение электрического пробоя зависит от расстояния между электродами и других факторов. Потенциал ионизации первого электрона атомов металлов составляет приблизительно 4,5 - 5 В, а напряжение дугообразования - в два раза больше (9 - 10 В). Требуется затратить энергию на выход электрона из атома металла одного электрода и на ионизацию атома второго электрода. Процесс приводит к образованию плазмы между электродами и горению дуги (для сравнения: минимальное напряжение для образования искрового разряда немногим превышает потенциал выхода электрона - до 6 В).
Для инициирования пробоя при имеющемся напряжении электроды приближают друг к другу. Во время пробоя между электродами обычно возникаетискровой разряд, импульсно замыкая электрическую цепь.
Электроны в искровых разрядах ионизируют молекулы в воздушном промежутке между электродами. При достаточной мощности источника напряжения в воздушном промежутке образуется достаточное количество плазмы для значительного падения напряжения пробоя или сопротивления воздушного промежутка. При этом искровые разряды превращаются в дуговой разряд — плазменный шнур между электродами, являющийся плазменным тоннелем. Возникающая дуга является, по сути, проводником и замыкает электрическую цепьмежду электродами. В результате средний ток увеличивается ещё больше, нагревая дугу до 5000–50000 K. При этом считается, что поджиг дуги завершён. После поджига устойчивое горение дуги обеспечивается термоэлектронной эмиссией с катода, разогреваемого током и ионной бомбардировкой.
Взаимодействие электродов с плазмой дуги приводит к их нагреву, частичному расплавлению, испарению, окислению и другим видам коррозии.
После поджига дуга может оставаться устойчивой при разведении электрических контактов до некоторого расстояния.
При эксплуатации высоковольтных электроустановок, в которых неизбежно появление электрической дуги, борьба с ней осуществляется при помощи электромагнитных катушек, совмещённых с дугогасительными камерами. Среди других способов известны использование вакуумных и масляных выключателей, а также методы отвода тока на временную нагрузку, самостоятельно разрывающую электрическую цепь.
Обрабо́тка ре́занием — обработка, заключающаяся в образовании новых поверхностей отделением поверхностных слоёв материала с образованием стружки [1]. Осуществляется путём снятия стружки режущим инструментом (резцом, фрезой и пр.).