

6.2 Экономическое обоснование выбора заготовки
Т.к. площадь поверхности, на которую назначается припуск, остаётся такой же как и при заводском варианте, а изменяется только величина припуска, то для расчёта можно использовать кум – коэффициент уменьшения.
![]() (18)
(18)
где
![]() – сумма припусков по заводскому варианту
технологического процесса, мм.
– сумма припусков по заводскому варианту
технологического процесса, мм.
![]() – сумма припусков по предлогаемому
варианту технологического процесса,
мм.
– сумма припусков по предлогаемому
варианту технологического процесса,
мм.
![]()
![]() ,
(19)
,
(19)
где
![]() – масса детали, кг.
– масса детали, кг.
![]() ;
;
![]() – масса припусков по новому варианту,
кг.
– масса припусков по новому варианту,
кг.
![]() - масса заготовки по новому варианту,
кг
- масса заготовки по новому варианту,
кг
![]() (20)
(20)
где
![]() – масса припусков по заводскому варианту,
кг.
– масса припусков по заводскому варианту,
кг.
![]() (21)
(21)
![]() (кг)
(кг)
![]() (кг)
(кг)
![]() (кг)
(кг)
![]() ,
(22)
,
(22)
где
![]() – стоимость материала, руб.
– стоимость материала, руб.
![]() .
.
![]() – норма расхода материала, кг;
– норма расхода материала, кг;
![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
,
![]() – коэффициенты, зависящие от класса
точности, массы, марки материала, объёма
производства заготовки;
– коэффициенты, зависящие от класса
точности, массы, марки материала, объёма
производства заготовки;
=1
![]() =1,02
=1,02
=0,88
=1
=1
=1
![]() – стоимость отходов заготовительного
цеха, руб.
– стоимость отходов заготовительного
цеха, руб.
![]() .
.
Определение себестоимости заготовки по заводскому варианту:
![]() (р)
(р)
Определение себестоимости заготовки по новому варианту:
![]() (р)
(р)
На основании полученных данных рассчитывается экономия материала и денежных средств при получении отливки новым способом.
Экономия материала
![]() ,
кг, рассчитывается по следующей формуле:
,
кг, рассчитывается по следующей формуле:
![]() ,
(23)
,
(23)
![]() (кг)
(кг)
Экономия денежного фонда
![]() ,
руб., рассчитывается по формуле:
,
руб., рассчитывается по формуле:
![]() (24)
(24)
![]() (р)
(р)
Из выполненных расчетов следует, что при использовании нового способа получения заготовки наблюдается значительная экономия материала и денежных фондов предприятия. Исходя из этого, принимаем окончательное решение об изготовлении заготовки предложенным способом
7 Разработка технологического процесса
На основании анализа базового варианта технологического процесса и перечня мероприятий по его совершенствованию предлагается следующий вариант технологичес-кого процесса.
Таблица 2.4 – Разработка технологического процесса
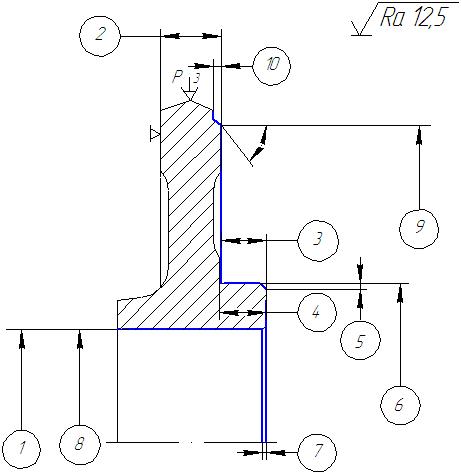
Операция 005 Токарная с ЧПУ Станок модели 16К20Ф3
Установ А Переход 1 – Зенкеровать отверстие выдерживая размер 1; Переход 2 – Подрезать торец венца и ступицы на проход выдерживая размеры 2, 3, 9, 10; Переход 3 – Точить фаску и наружную повехность выдерживая размеры 4, 5, 6; Переход 4 – Расточить отверстие и фаску выдерживая размеры 7, 8.
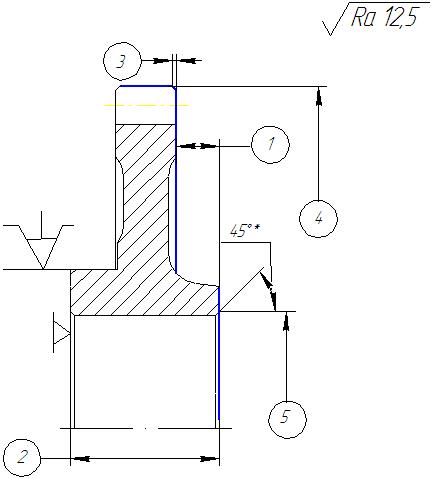
Установ Б Переход 1 – Подрезать торец венца и ступицы напроход выдерживая размеры 1, 2; Переход 2 – Точить фаску и наружную поверхность венца выдерживая размеры 3, 4; Переход 3 – Точить фаску в отверстии выдерживая размер 5
|
Установ А
Установ Б
|
Операция 010 Вертикально-сверлильная Станок модели 2С132 Переход 1 – Сверлить три отверстия напроход последовательно выдерживая размер 1
|
|
Продолжение таблицы 2.4
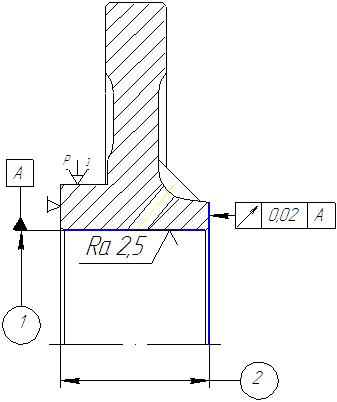
Операция 015 Токарная с ЧПУ Станок модели 500VT
Установ А
Переход 1 – Точить торец выдерживая размер 1 и допуск торцового биения 2 окончательно; Переход 2 – Расточить отверстие выдерживая размер 3;
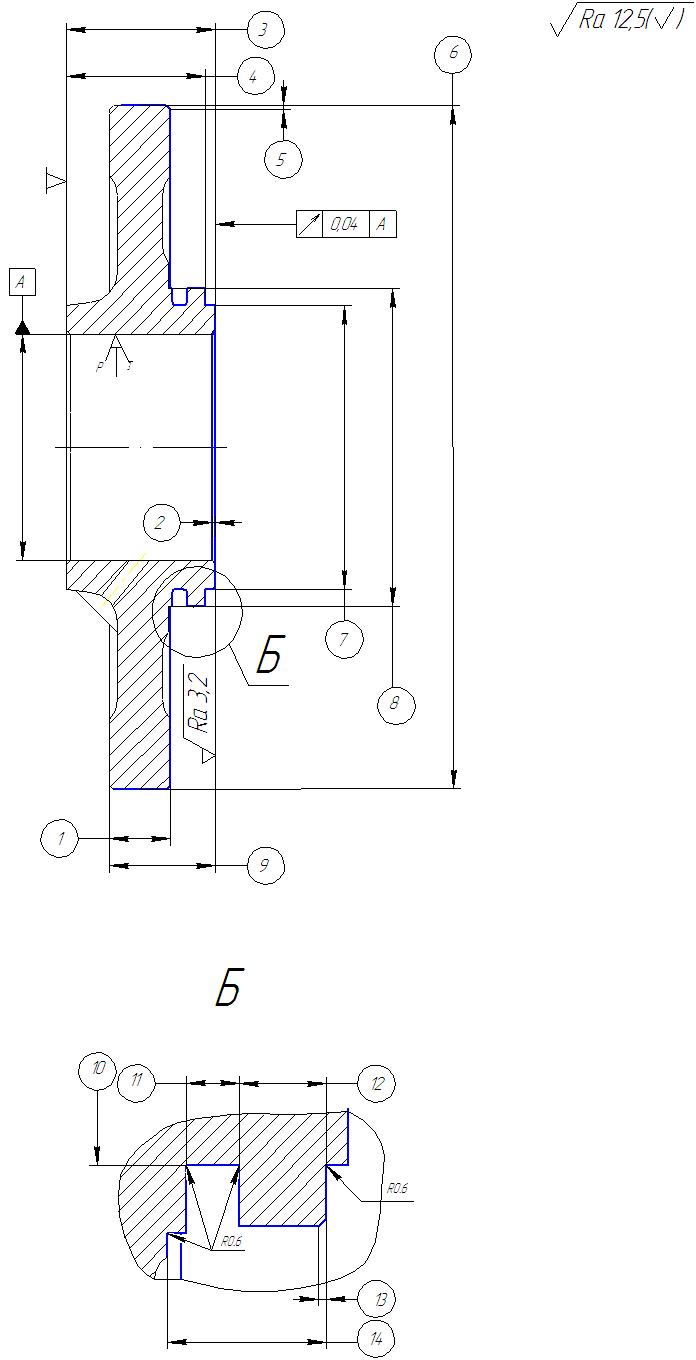
Установ Б
Переход 1 –Подрезать торецы ступицы, венца и малого венца выдерживая размеры 1, 2, 3, 9, 4 и допуск торцового биения 6 окончательно; Переход 2 – Подрезать фаску и наружную поверхность венца выдерживая размеры 5, 6; Переход 3 – Подрезать наружную поверхность малого венца выдерживая размер 8; Переход 4 – Точить канавку выдерживая размеры 10, 11, 12, 13, 14;
|
Установ А
Установ Б
|
||||||||||||||
Операция 020 Зубодолбежная Станок
модели BCH-132NC2
Долбить
шлицы z=24,
m=3,5
окончательно
025 Горизонтально- фрезерная Станок
модели 6Р81Г
Установ
А
Переход
1 – Фрезеровать канавку выдерживая
размер 1
Установ
Б
Переход
1 – Фрезеровать канавку выдерживая
размер 2
030 Зубофрезерная Станок
модели BCH-332NC2
Фрезеровать
зубья z=
38, m= 4,5
035 Зубошевинговальная Модель
станка BCH-732B
NC2
Шевинговать
зубья z=38,
m = 4,5
036 Термообработка
Нитроцементация
h0,8…1,3мм,
59 min HRC;
040 Зубообкатывающая Модель
станка BC-667
Обкатать
зубья z=38,
m = 4,5 в обе
стороны;
045 Внутришлифовальная Станок
модели ОШ-618Ф3
Переход
1 – Шлифовать отверстие выдерживая
размер 1; Переход
2 – Шлифовать торец выдерживая
размер 2.
|
|||||||||||||||
Продолжение таблицы 2.4
050 Торцешлифовальная Станок модели ОШ-618Ф3
Шлифовать торец выдерживая размер 1;
|
|
055 Вертикально-хонинговальная Станок модели СС-574
Хонинговать отверстие напроход выдерживая размер 1.
|
|
060 Зубохонинговальная Станок модели 5Б913
Хонинговать зубья
|
|