

2 Описание конструкции и назначение детали
Шестерня ведомая 80-1601080А находиться в редукторе привода ВОМ (вал отбора мощности), показанная на рисунке 1, относится к классу тел вращения и входит в группу зубчатых колёс со степенью точности 9-Вс. Используется в тракторах Беларусь 1221. Основное назначение детали – передача крутящего момента.
Деталь относится к классу тел вращения типа «шестерня». Конструкция детали показана на рисунке 2.
Внутренняя поверхность Ø60F8 (А), выполненная по восьмому квалитету с шероховатостью 0,32 мкм, предназначена для установки на подшипник 50. В этой поверхности есть 3 отверстия Ø4 (Б) выполненные по 12 квалитету с шероховатостью 12,5мкм, предназначенные для подачи масла на подшипник.
Фаски 1х45o (В) обеспечивают удобство сборки, облегчая установку и предохраняя торцы от возможного скалывания кромок при установке.
На шестерни есть зубчатый венец (Г) z=38, m=4,5 со степенью точности 9-Вс, и шлицы (Д) z=24, m=3,5, предназначенные для передачи крутящего момента.
На торцах шестерни находятся канавки R2 (Е), выполненные по 12 квалитету с шероховатостью 12,5 мкм, предназначенные для разрыва масляной пленки на подшипнике.
Поверхность и размеры детали имеют оптимальную точность, что позволяет обрабатывать деталь доступным способом.
Деталь шестерня 80-1601080А изготовлена из стали 25ХГМ. Материал хорошо обрабатывается резанием и давлением. Химические и механические свойства материала приведены в таблице 1.1 и 2.2.
Таблица 1.1 – Химический состав стали 25ХГМ ГОСТ 4543-88
В процентах
С |
Si |
Mn |
S |
P |
Mo |
Cr |
0,23-0,29 |
0,17-0,37 |
0,9-1,2 |
до 0,035 |
до 0,035 |
0,2-0,3 |
0,9-1,2 |
C- Углерод;
Si – Кремний;
Mn – Марганец;
S – Сера;
P – Фосфор;
Mo – Молибден;
Cr – Хром.
Таблица 1.2 – Механические свойства стали 25ХГМ ГОСТ 4543-88
Источник |
т |
в |
|
|
КСU, Дж/см2 |
HRCэ не более |
МПа |
МПа |
% |
||||
не менее |
||||||
ГОСТ 4543-88 |
1100 |
1200 |
10 |
45 |
- |
Закалка 860oC, масло, Отпуск 200oC |

47- кольцо, 48- шайба, 49- шестерня ведомая, 50- подшипник, 51-вал
Рисунок 3 –Корпус сцепления
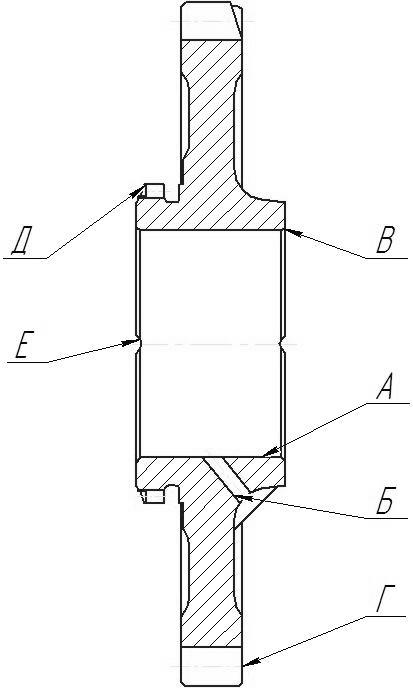
Рисунок 4 – Шестерня ведомая 80-1601080А
2.1 Определение типа производства
Тип производства определяется коэффициентом закрепления операций, который рассчитывается по формуле 1.1 в соответствии с ГОСТ 311.08-82. Дальнейший расчет ведеться по источнику [1, c 18-24].
(1)
где
![]() -
сумма всех догрузочных операций,
выполняемых в течение месяца на
оборудовании участка;
-
сумма всех догрузочных операций,
выполняемых в течение месяца на
оборудовании участка;
![]() -
суммарное число рабочих мест на участке.
-
суммарное число рабочих мест на участке.
Для расчёта количества рабочих мест необходимо знать количество единиц оборудования на каждую операцию, которое рассчитывается по формуле 1.2.
(![]() 2)
2)
где Тшт-к – штучное время на обработку одной детали;
N – годовая программа выпуска изделия;
Fэ – эффективный годовой фонд времени работы оборудования в две смены.
Коэффициент загрузки оборудования на каждую операцию рассчитывается по формуле:
![]() ,
(3)
,
(3)
где
![]() – расчётное количество единиц оборудования
на операцию;
– расчётное количество единиц оборудования
на операцию;
![]() – принятое количество единиц
оборудования на данную операцию.
– принятое количество единиц
оборудования на данную операцию.
Количество выполняемых операций в течение месяца рассчитывается по формуле:
(4)
где
![]() -
коэффициент нормативной загрузки для
данного типа производства.
-
коэффициент нормативной загрузки для
данного типа производства.
Количество рабочих мест
![]() ,
определятся по формуле:
,
определятся по формуле:
![]() ,
(5)
,
(5)
Ориентировочно тип производства можно
выбрать по годовой программе выпуска
и массе детали. Для N =
15000 штук, q = 2,65 кг., тип
производства – среднесерийное.
![]() =
0,8 [8, c.24, табл.3.1].
=
0,8 [8, c.24, табл.3.1].
Операция 005 Вертикально-сверлильная
Станок вертикально сверлильный 2С163
Т![]() = 4,394 мин.;
= 4,394 мин.;
m![]() =
=
![]() ;
m
= 0,27; m
;
m
= 0,27; m![]() = 1;
= 1;
![]() ;
;
Qi =
![]() ;
Qi = 3;
;
Qi = 3;
![]() ;
;
![]() =1,4
=1,4
Результаты расчетов на все операции занесены в таблицу 1.3
Таблица 1.3 – Данные для расчёта типа производства.
Номер, наименование операции |
Модель станка |
Тшт-к |
ήзн |
mрi |
mпрi |
ήзсi |
Qi |
Кшт |
Рi |
Pм |
005 Вертикально- сверлильная |
2С163 |
4,394 |
0,8 |
0,27 |
1 |
0,27 |
3 |
1 |
1,4 |
1 |
010 Токарная с ЧПУ |
1П426ДФ3 |
9,925 |
0,75 |
0,61 |
1 |
0,61 |
2 |
0,65 |
1,3 |
1
|
015 Токарная с ЧПУ |
1П426ДФ3 |
9,261 |
0,75 |
0,57 |
1 |
0,57 |
2 |
0,65 |
1,2 |
|
020 Вертикально- сверлильная |
2С132 |
3,843 |
0,8 |
0,24 |
1 |
0,24 |
4 |
1 |
1,6 |
1
|
025 Внутри- шлифовальная |
3М227ВФ2 |
9,775 |
0,75 |
0,6 |
1 |
0,6 |
2 |
0,65 |
1,3 |
1 |
030 Токарная с ЧПУ |
16А20Ф3 |
10,08 |
0,75 |
0,62 |
1 |
0,62 |
2 |
0,65 |
1,3 |
|
050 Зубо- долбежная |
5А140П |
18,33 |
0,8 |
1,1 |
2 |
0,55 |
2 |
0,39 |
1,4 |
1 |
055 Зубо- закругляющая |
ВС-80-6005 |
4,994 |
0,8 |
0,3 |
1 |
0,3 |
3 |
0,39 |
0,6 |
|
060 Зубо- долбежная |
Е3С54-1 |
13,77 |
0,8 |
0,82 |
2 |
0,4 |
1 |
0,39 |
0,5 |
|
065 Зубо- фрезерная |
ВС-30П-9252 |
30,14 |
0,8 |
1,87 |
2 |
0,93 |
1 |
0,39 |
1,2 |
|
070 Горизонтально- фрезерная |
6Р81Г |
6,867 |
0,8 |
0,42 |
1 |
0,42 |
2 |
1 |
1,4 |
1 |
080 Зубофасочная |
ВС-80-6011 |
9,752 |
0,8 |
0,6 |
1 |
0,6 |
2 |
0,39 |
0,7 |
1
|
085 Зубофасочная |
ВС-02-7458 |
9,042 |
0,8 |
0,56 |
1 |
0,56 |
2 |
0,39 |
0,7 |
|
105 Зубо- обкатывающая |
ВС-667 |
4,2 |
0,8 |
0,26 |
1 |
0,26 |
4 |
0,39 |
0,6 |
|
120 Внутри- шлифовальная |
3М227ВФ2 |
14,04 |
0,75 |
0,87 |
1 |
0,87 |
1 |
0,65 |
0,9 |
1 |
125 Торце- Шлифовальная |
3М227ВФ2 |
4,53 |
0,75 |
0,28 |
1 |
0,28 |
3 |
0,65 |
0,9 |
|
135 Вертикально- хонинговальная |
СС-574 |
2,319 |
0,8 |
0,14 |
1 |
0,14 |
6 |
0,65 |
1,4 |
1 |
140 Зубо- хонинговальная |
5Б913 |
6,9 |
0,8 |
0,42 |
1 |
0,42 |
2 |
0,39 |
0,5 |
Коэффициент закрепления операций:
![]() ;
;
![]()
Производство крупносерийное согласно ГОСТ 1108-82, 1 < Кз.о.<10
Решение о целесообразности организации поточной формы производства на участке принимается на основании сравнения заданного суточного выпуска изделий и расчетной суточной производительности.
Заданный суточный выпуск изделий рассчитывается по формуле 7:
![]() (6)
(6)
где N – годовая программа выпуска изделий, шт;
Fд – количество рабочих дней в году. В среднем 252 … 253 дня.
![]() ;
;
![]() =59,5
=59,5
Суточная производительность поточной линии рассчитывается по формуле 8:
![]() (7)
(7)
где Fc – суточный фонд времени работы оборудования, мин;
Тср – средняя станкоемкость основных операций, мин;
ήз.у – условный коэффициент загрузки поточной линии. Для поточной
линии обычно принимается в расчетах 0,60.
Средняя станкоемкость операций (станко-минут), рассчитывается по формуле 9:
![]()
(8)
где ∑Тштi – суммарное штучное время основных операций, мин;
n – количество основных операций.
171,629
Тср = ———— = 9,5
18
952 ∙ 0,60
Qc = ————— = 60,12
9,5
Так как заданный суточный выпуск меньше суточной производительности поточной линии при условии её загрузки на 65-75%, то применение поточной линии нецелесообразно. Принимается групповая форма.
При групповой форме запуск изделий в производство осуществляется партиями с определенной периодичностью. Партия рассчитывается по формуле 1.9:
Количество деталей в партии для одновременного запуска определяется по формуле [2 , c. 23]:
![]() , (9)
, (9)
где - периодичность запуска.
n =
![]() ;
n = 357
шт.
;
n = 357
шт.
Корректировка размера партии состоит в определении расчетного числа смен:
![]() , (10)
, (10)
где Fд- действительный фонд времени работы оборудования в смену.
С =
![]() ;
С = 9 смен
;
С = 9 смен
Число партии, необходимое для загрузки оборудования на основных операциях определяется по формуле:
![]()
(11)
![]() ;
;
![]() шт.
шт.