

1.3 Принцип дії електросталеплавильних печей
1.3.1 Дугові печі
В дугових печах (ДСП) енергія перетворюється у тепло в електричній дузі. Тепло дуги передається металу випромінюванням та конвекцією.
Потужність, яка виділяється у печі, описується виразом:
![]() ,
Дж, (1.1)
,
Дж, (1.1)
де U – напруга, В; I – сила струму, А; cosφ – коефіцієнт потужності пічної установки. ККД дугових печей складає 60%.
В електросталеплавильному виробництві найбільше розповсюдження отримали печі прямого нагріву (рис.1.1). Дугові печі непрямого нагріву використовуються в кольоровій металургії та в ливарних цехах для розплавлення чавуну та сплавів.
Найбільш високий ККД (70 %) мають електричні печі із закритою дугою (феросплавні печі). У останній час в металургії все більше розповсюдження отримують плазменно-дугові печі (ПДП, рис.1.2). За формою ванни, футеровки та іншим конструктивним ознакам ПДП нагадують печі ДСП, тільки замість електродів використовують плазмотрони. Плазмотрони працюють на постійному та змінному струмі у декілька сот тисяч ампер та на напрузі 30-150 В. При роботі на постійному струмі катодом служить верхній електрод, що охолоджується водою, а анодом – ванна рідкого металу, яка контактує з мідним подовим електродом, який також охолоджується водою. Робочий простір печі заповнюється при роботі плазмоутворюючим газом (аргоном, азотом або воднем) та відповідно створюється нейтральна або відновна атмосфера. При плавці неметалевої шихти використовують плазмотрони непрямої дії.
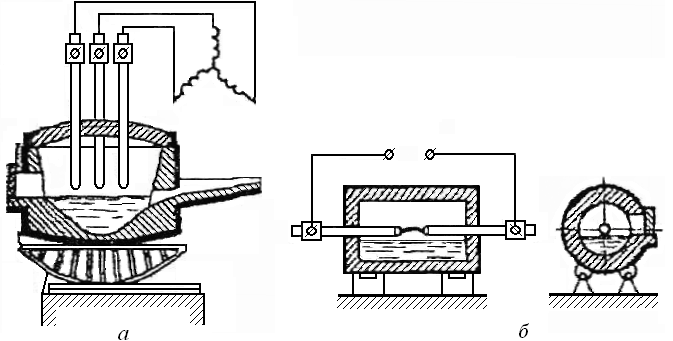
Рис. 1.1 – Дугові електропечі, прямого нагріву (а) і непрямої дії (б).

Рис. 1.2 – Плазмові дугові печі.
а – з керамічним тиглем; б – з водоохолоджуваним кристалізатором.
Вакуумно-дугові печі (ВДП, рис.1.3) призначенні для рафінування металу в процесі вакуумно-дугового переплаву електроду (металевої заготовки) при крапельному переносі рідкого металу у водоохолоджуємий кристалізатор.

Рис. 1.3 – Вакуумні дугові печі з електродами, що витрачаються (а) і не витрачаються (б).
1 – вакуумна камера; 2 – електрод, що витрачається; 3 – кристалізатор; 4 – злиток, який наплавляється; 5 – живильник для подачі шихти; 6 – тугоплавка насадка електрода, який не витрачається.
Промислові ВДП у зв’язку з малою стійкістю дуги змінного струму у вакуумі, працюють на постійному струмі прямої полярності (мінус на електроді). Метал ВДП характеризується значно більш високою якістю по вмісту газів (Н, N), домішок кольорових металів, неметалевих включень (НВ) у порівнянні з металом, який виплавляється у дуговій печі, конвертері або мартенівській печі.
1.3.2 Печі опору
В електричних печах опору енергія перетворюється у тепло в спеціальному провіднику і від нього передається металу випромінюванням або конвекцією (піч непрямої дії – «Таммана») або безпосередньо у самому тілі що нагрівають, унаслідок його високого електричного опору при проходженні крізь нього струму (рис. 1.4, печі прямої дії – ЕШП).
Потужність, яка виділяється у печах опору, описується виразом:
![]() ,
Дж (1.2)
,
Дж (1.2)
де I – сила струму, А; R – опір ланцюга, Ом; τ – час, хвилини.
У печі «Таммана», елементом, що нагріває, є графітова трубка, в печі ЕШП – шар розплавленого шлаку.