

5.4 Конструкція лабораторної установки ешп типу а – 550
Лабораторна установка електрошлакового переплаву типу А – 550 (рис. 5.5) відноситься до однофазних, одноелектродних печей з нерухомим зливком (піддоном) і призначається для отримання зливків ЕШП вагою до 50 кг.
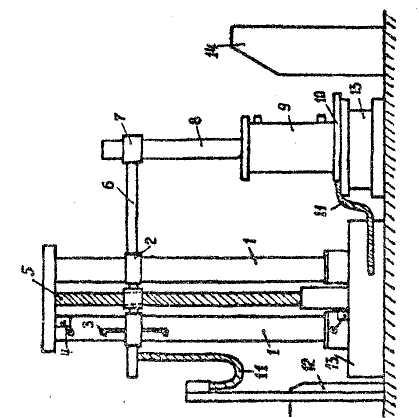
Рис. 5.5 – Лабораторна установка електрошлакового переплаву типу А – 550.
Піч має дві направляючі несущі колони 1 круглого перерізу, по яким переміщається каретка повзункового типу 2. Переміщення каретки здійснюється за допомогою ходового гвинта 5. Штоком 6 до каретки кріпиться електродотримач клинового типу 7, в якому утримується електрод 8, що переплавляється. Наплавлення металу проводиться в кристалізаторі 9, встановленому на мідному водоохолоджуваному піддоні 10, до якого підводиться струм за допомогою кабелю 11 від силового зварювального трансформатора 12. Несущі колони, привід механізму переміщення і кристалізатор з піддоном встановлені на фундаменті 13. Регулювання процесу плавки і контроль технологічних параметрів здійснюється з пульта управління 14. Переплавка електроду, що витрачається, здійснюється як в ручному, так і в автоматичному режимі.
Рухома каретка призначена для кріплення механізму затиску електроду, що витрачається. В якості механізму переміщення каретки використано диференціальний привід з редуктором, на вихідному валу якого укріплено ходовий гвинт.
Механізм переміщення каретки служить для подачі електроду вниз по мірі його сплаву з робочою швидкістю і для переміщення каретки під час допоміжних операцій по установці і зняттю електроду з маршовою швидкістю, яка більше робочої в 2 ÷ 3 рази.
Механізм затиску електроду, що витрачається, призначений для утримання заготовки, що сплавляється, в процесі плавки і підведення до неї електричної енергії. Корпус механізму і притискні вкладиші виконані з червоної міді для зменшення електричних втрат.
Кристалізатор призначено для формування зливка сталі, що переплавляється. Кристалізатор – збірний, закритого типу, водоохолоджуваний. Робоча порожнина кристалізатора виготовлена у вигляді мідної гільзи з товщиною стінки 7 мм. Корпус кристалізатора – сталевий, у верхній і нижній частинах якого до штуцерів приєднані шланги системи охолоджування.
Піддон служить днищем кристалізатора і є водоохолоджуваною коробкою з мідною плитою, зібраною на болтах з гумовими прокладками.
В печі електрошлакового переплаву типу А – 550 піддон є струмопровідним елементом електричного ланцюга, тобто струм підводиться безпосередньо до нього. Для створення надійнішого контакту між зливком, що наплавляється, і піддоном, на нього укладають спеціально проточену шайбу – «приманку».
Технічна характеристика печі електрошлакового переплаву типу А – 550 приведена в табл. 5.2.
Таблиця 5.2 – Технічна характеристика установки електрошлакового переплаву типу А – 550
Потужність, кВА |
140 |
Межі вторинного напруження, В |
27 – 42 |
Максимальний струм, А |
3000 |
Число ступенів напруги, шт |
5 |
Число фаз, шт |
1 |
Частота струму, Гц |
50 |
Розміри електроду, що витрачається, мм: довжина діаметр |
800 – 2500 35 – 60 |
Розміри кристалізатора, мм: висота діаметр |
350 80 |
Вага зливка, що наплавляється, кг |
10 – 50 |
Хід каретки електродотримача, мм |
2000 |
Швидкість переміщення електроду, м/мін: маршова робоча |
1 до 0,5 |
Витрата охолоджуваної води, м3/ч |
10 |