

Практическая работа №4
Тема: Организация производственных процессов во времени.
Цель: Определить длительность производственного цикла при последовательном и параллельном видах движения предметов труда.
Основные положения
Производственный цикл (Тв) – календарный отрезок времени между началом и окончанием производственного процесса изготовления детали, сборочной единицы, партии деталей или сборочных единиц, готового изделия. По структуре производственный цикл включает величину технологического цикла Тт, продолжительность выполнения транспортных (Ттр ) и складских (Тск) операций, а также длительность естественных процессов (Те) и перерыво (Тпер )
Длительность обработки или сборки партии из «n» изделий (деталей, сборочных единиц), на i операций (операционный цикл) (Тoni) определяется как:
![]() (4.1)
(4.1)
где ti – норма времени на i-операции, шт.;
ci – количество рабочих мест, занятых выполнением i-операции, шт.
Длительность изготовления будет определяться тем видом движения, который используется при межоперационном перемещении изделий: последовательном, параллельно-последовательном, либо параллельном.
При последовательном виде движения партия передается на последующую операцию после окончания обработки ее на предыдущей операции (рис 1.). Величина технологического цикла при этом виде движения определяется:
![]() (4.2)
(4.2)
где m – количество операций в технологическом процессе.
Параллельный вид движения характеризуется тем, что каждая транспортная партия nт, передается на последующую операцию сразу же после обработки ее на предыдущей. Величина технологического цикла партии из «n» деталей при этом виде движения TТ(пар) определяется по формуле:
![]() (4.3)
(4.3)
где
(![]() )
max
– отношение
нормы времени к количеству рабочих мест
для операции с максимальным операционным
циклом.
)
max
– отношение
нормы времени к количеству рабочих мест
для операции с максимальным операционным
циклом.
При построении графика параллельного вида движения партии деталей по операциям (рис 2.) необходимо соблюдать следующие правила:
- сначала построить технологический цикл для первой транспортной партии по всем операциям без пролеживания между ними;
- на операции с большей продолжительностью построить операционный цикл обработки деталей по всей партии (n) без перерывов в работе оборудования;
- для всех остальных транспортных партий достроить операционные циклы.
Примерный расчет
Определение длительности производственного цикла для последовательного и параллельного вида движения. Исходные данные для расчета выбираются по номеру варианта по таблицам 1, 2. Определить технологический и производственный циклы изготовления партии деталей n=140 шт.; транспортная партия nт=40 шт., величины межоперационных перерывов tм.о для последовательного вида движения t м.о – 50 мин. для параллельного t м.о=10 мин, длительность естественных процессов Тс=3,1 ч, режим работы - двухсменный, f=2, коэффициент перевода рабочих дней в календарные Кпв=0,72, нормы времени и количество рабочих мест по операция приведены в табл. № 1. Количество операций m=5.
1 Определяем величину технологического цикла при последовательном виде движения:
![]()
2 Определяем величину производственного цикла при последовательном виде движения.

3 Строим график технологического цикла при последовательном виде движения:
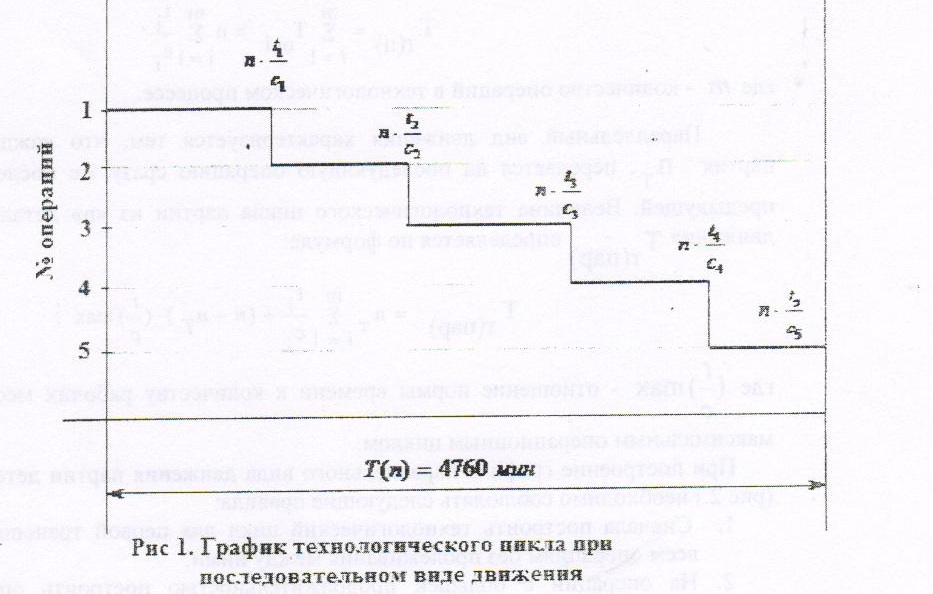
Рисунок 4.1. График технологического цикла при
последовательном виде движения