

Горячая прокатка и ковка порошков в оболочках
Сущность такого метода получения КМ из металлических порошков заключается в том, что приготовленная порошковая шихта упаковывается в вакуумированном, герметически закрытом, ковком и газонепроницаемом контейнере (оболочке). Затем подогревается до температуры на 10…15% выше температуры спекания порошка, а затем вместе с оболочкой подвергается прокатке или ковке. В качестве оболочки может медь, мягкая сталь и биметалл в виде медно-железной фольги. Получаются однородные изделия с малой пористостью, не загрязненные кислородом, азотом и другими газами. В качестве порошков – вольфрам, титан, молибден никель и др.
Прессование порошков взрывом
При прессовании порошков взрывом порошки засыпают в толстостенный контейнер (например, свинцовый). Контейнер обматывают изолированным детонирующим шнуром, помещают в закрытый сосуд с водой и производят взрыв. При взрыве в сосуде мгновенно создается очень высокое давление, которое обжимает контейнер и уплотняет порошок в прессовку. Таким способом получают изделия из порошков титана, алюминия и др.
Горячее прессование порошков
Горячее прессование – это процесс одновременно прессования и спекания порошков при температуре 0,5...0,8 от температуры плавления (Тпл) основного компонента шихты.
Горячее прессование нагретого порошка или заготовки выполняют в пресс-форме. Нагрев осуществляют обычно электрическим током (рис. 4.11.). Материалом для изготовления пресс-форм служат жаропрочные стали, графит, силицированный графит, имеющий повышенную механическую прочность. В настоящее время расширяется применение пресс-форм из тугоплавких оксидов, силикатов и других химических соединений. Для предупреждения взаимодействия прессуемого материала с материалом пресс-формы внутреннюю поверхность ее покрывают каким-либо инертным составом (жидкое стекло, эмаль, нитрид бора и др.) или металлической фольгой. Кроме того, для
предупреждения окисления прессуемого изделия применяют защитные среды (восстановительные или инертные) или вакуумирование. Горячее прессование выполняют на специальных гидравлических прессах, имеющих устройства для регулирования температуры при прессовании.
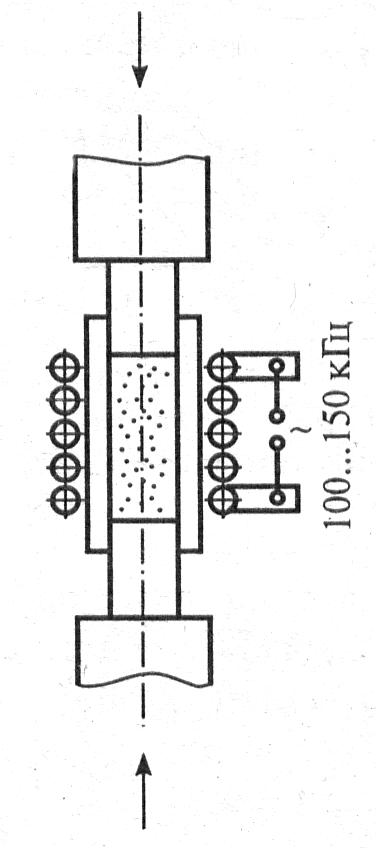
Рис. 4.11. Схема двухстороннего горячего прессования порошковых
материалов с нагревом
Диффузионная сварка
Диффузионная сварка порошковых композиционных материалов производится нагреванием (без расплавления) и сдавливанием порошковых частиц в вакууме, в результате чего они свариваются вследствие взаимной диффузии атомов веществ, из которых состоят частицы порошков. Источником нагрева служит высокочастотный генератор, сжимающее усилие обеспечивается гидросистемой.
Спекание порошковых композиционных материалов
Спекание изделий происходит при температуре, составляющей 70-90% от температуры плавления (Т = 0,7…0,9 Тпл).
Спекание порошковых композиционных материалов, состоящей из порошков с различной температурой плавления можно производить в твердой фазе, или при наличии твердой и жидкой фаз. В первом случае температура спекания несколько ниже температуры наиболее легкоплавкого материала; во втором – выше температуры наиболее легкоплавкого материала, но ниже температуры плавления основного компонента.