

Технология получения км твердофазными методами
В твердофазных методах получения КМ материал матрицы имеет вид порошка, фольги, листов, ленты; волокна могут быть непрерывные, дискретные, в виде ткани и жгутов. Для получения КМ используют высокопроизводительные процессы обработки давлением: прокатку (теплую или горячую), прессование в пресс-формах с обогреваемыми плитами, динамическое горячее прессование, горячее прессование, экструзию, взрывное компактирование, диффузионную сварку. В качестве исходных заготовок для обработки в твердой фазе могут использоваться КМ, полученные литьем или методом осаждения-напыления.
Технология формирования волокнистых кмм
Технология формирования волокнистых КММ включает методы прессования, прокатки, совместной вытяжки, экструзии, сварки, напыления или осаждения, а также пропитки.
Горячее прессование волокнистых кмм
«Горячим» прессованием (прессованием с нагревом) получают КММ, исходным материалом матрицы которых служат фольги, ленты, листы и другие металлические полуфабрикаты. Их и армирующие элементы (проволоку, керамические, угольные или другие волокна) в определенном порядке укладывают на плиту пресса или в форму а затем прессуют при нагревании на воздухе или в инертной атмосфере. Так изготавливают многослойные листы, ленты, стержни, профильные изделия.
Прокатка волокнистых кмм
Методом прокатки перерабатывают те же компоненты, что и прессованием. Процесс, осуществляемый при температурах Т = (0,7…0,9) Тпл (где Тпл – температура плавления матрицы), в отличие от прессования является полунепрерывным или непрерывным. Для предупреждения разрушения волокон при больших степенях обжатия применяют поперечную прокатку заготовки. Готовые изделия имеют вид лент, листов, балок.
Метод совместной вытяжки
Метод совместной вытяжки заключается в следующем. В заготовке из матричного металла высверливают отверстия, в которые вставляют армирующие прутки или проволоку. Заготовку нагревают и производят ее обжатие и волочение, которое завершают отжигом.
Метод экструзии
Методом экструзии изготавливают изделия в виде прутков или труб, армированных непрерывными и дискретными волокнами. Исходным материалом матрицы являются металлические порошки, которые перерабатываются экструзией с нагревом или без него.
Высокоскоростная сварка листовых кмм
Высокоскоростную сварку листовых КММ осуществляют методами диффузионной сварки и взрывом. В первом случае заготовки в виде чередующихся слоев фольги и волокон из тугоплавких металлов обрабатывают на машинах диффузионной сварки (нагревание без расплавления материалов и сдавливание компонентов в вакууме). Во втором – для соединения компонентов используют энергию взрыва, генерирующего при соударении листов кумулятивную струю металла, которая сваривает листы. Методом взрыва можно соединять компоненты, сварка которых обычными методами затруднительна, и технологически просто получать крупногабаритные листовые изделия.
Технология изготовления дисперсно-упрочненных км
Дисперсно-упрочненные КМ относятся к классу порошковых КМ. Порошковые композиты формируют методами порошковой металлургии, которые включают операции прессования заготовки из порошковых компонентов и ее спекания.
Упрочняющей фазой являются дисперсные частицы (оксиды, карбиды, нитриды) размером менее 0,1 мкм с объемной долей до 15 %.
Методы получения дисперсно-упрочненных КМ: механическое и химическое смешивание порошков, механическое легирование.
Смешиванием получают порошковые смеси, содержащие матричные и дисперсные упрочняющие частицы, которые подвергают прессованию в металлических пресс-формах, изо- и гидростатическому прессованию или прокатке. Высокоплотные изделия получают спеканием при нагреве до (0,7.. .0,9) Т и выдержке в защитной атмосфере или вакууме. Возможно совмещение процесса прессования и спекания (горячее прессование), а также горячая экструзия и прокатка.
Горячее прессование осуществляют при нагреве до (0,5.. .0,8) Тпл матричного материала.
Горячая экструзия позволяет получить беспористую деталь при давлении 1000... 1400 МПа.
Горячую прокатку ведут с обжатием за проход 10...15 % при суммарном обжатии 40...60 %.
Дисперсно-упрочненные КМ применяют для изготовления изделий, работающих в условиях повышенных температур.
Прессование порошков в металлической пресс-форме под давлением сжатия приводит к уменьшению объема порошка в результате перераспределения частиц, заполнения пустот и пластической деформации.
Схема конструкции металлической пресс-формы для одностороннего прессования приведена на рис.
Величина давления на боковые стенки зависит от трения между частицами, частицами и стенкой пресс-формы и равна 25...40% вертикального давления пуансона. Из-за трения на боковых стенках по высоте изделия вертикальная величина давления получается неодинаковой: у пуансона наибольшей, а у нижней части – наименьшей (рис. 4.8). По этой причине невозможно получить по высоте отпрессованной заготовки равномерную плотность. Неравномерность плотности по высоте заметна в тех случаях, когда высота больше минимального поперечного сечения.
Рис.4.8. Пресс-форма:
1 – пуансон; 2 – матрица; 3 – прессуемый порошок; 4 – подставка
Для получения более качественных изделий после прессования, получения более равномерной плотности по различным сечениям применяют смазки (стеариновую кислоту и ее соли, олеиновую кислоту, поливиниловый спирт, парафин, глицерин и др.), уменьшающие внутреннее трение и трение на стенках инструмента. Смазку обычно добавляют в порошок, что обеспечивает наилучшие производственные показатели.
Одностороннее прессование применяют для прессуемых изделий с соотношением высоты к наименьшему размеру поперечного сечения d : H/d = 2...3. При большем соотношении размеров применяют двустороннее прессование (рис.4.9. ).
При прессовании в металлических пресс-формах используют гидравлические универсальные или механические прессы. Давление прессования зависит в основном от требуемой плотности изделий, вида порошка и метода его производства.
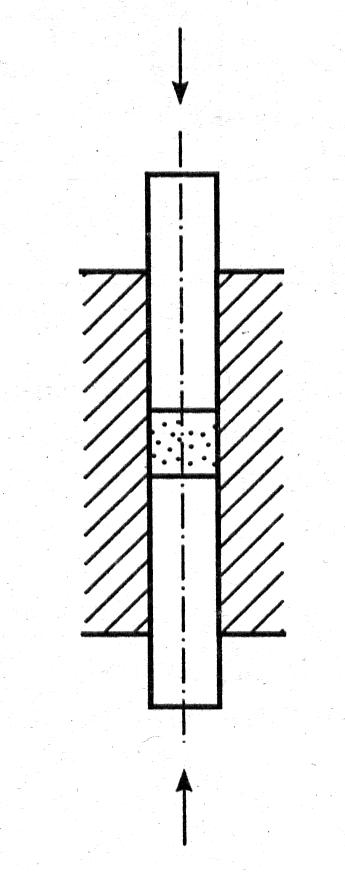
Рис. 4.9. Схема двустороннего прессования порошковых материалов
Изостатическое прессование – это прессование в эластичной или деформируемой оболочке под действием всестороннего сжатия, что обеспечивает не только равномерную плотность, но и устраняет анизотропию свойств. Таким методом получают прессовки больших габаритов, с большим отношением длины к диаметру (ширине). Если сжимающее усилие создается жидкостью прессование называют гидростатическим (рис. 4.10).
При гидростатическом прессовании порошок засыпают в резиновую оболочку и затем помещают ее после вакуумирования и герметизации в сосуд с жидкостью, в котором поднимают давление до требуемой величины. Из-за практического отсутствия трения между оболочкой и порошком спрессованное изделие получают с равномерной плотностью по всем сечениям, а давление прессования в этом случае меньше, чем при прессовании в стальных пресс-формах. Перед прессованием порошок подвергают виброуплотнению. Гидростатическим прессованием получают цилиндры, трубы, шары, тигли и другие изделия сложной формы. Этот способ выполняют в специальных установках для гидростатического прессования.
Рис. 4.10. Схема установки для гидростатического формования порошка: 1 – гидронасос высокого давления; 2 – камера прессования (гидростат); 3 – порошок; 4 – эластичная оболочка; 5 – манометр;
6 – крышка
Недостатком гидростатического прессования является невозможность получения прессованных деталей с заданными размерами и необходимость механической обработки при изготовлении изделий точной формы и размеров, а также малая производительность процесса.