

Метод намотки
Метод намотки – один из наиболее перспективных методов формования изделий из стеклопластиков, так как позволяет создавать ориентированную структуру наполнителя в изделиях с учетом их формы и особенностей эксплуатации. Высокая прочность изделий, полученных намоткой, достигается за счет ориентированной укладки наполнителя и, как следствие этого, его высокого содержания в материале изделия, которое при однонаправленной укладке стекложгута может достигать 90%. Однако метод намотки из-за специфических особенностей может быть применим в основном для изделий оболочкового типа, имеющих форму тел вращения. Наибольшее применение метод намотки нашел в ракетной технике и авиации для формования корпусов ракет и ракетных двигателей, а также элементов фюзеляжей самолетов, в химической промышленности – для производства аппаратов и емкостей, а также трубопроводов. При намотке наполнителя на оправку технологическое натяжение зависит от необходимого контактного давления между слоями.
Следует отметить, что для обеспечения одного и того же контактного давления величина технологического натяжения должна быть тем выше, чем больше радиус оправки. Возможности увеличения технологического натяжения ограничиваются прочностью наполнителя. На оправках большого радиуса для создания необходимого контактного давления применяют прижимные ролики.
Особое место метод намотки занимает в производстве труб, так как позволяет полностью механизировать процесс и сделать его непрерывным. Трубы, полученные намоткой, имеют гладкую внутреннюю поверхность и характеризуются высокими прочностными показателями. Для увеличения герметичности в процессе формования обычно применяют различные дополнительные методы уплотнения стенки трубы, например спиральную намотку различных лент, внутреннюю пневмо-опрессовку и др. Использование вакуумной техники при намотке позволяет значительно уменьшить пористость получаемых материалов. Наиболее герметичны пластмассовые трубы, в которых внешний слой из стеклопластика несет силовую нагрузку, а внутренний – из термопласта (например, ПВХ) обеспечивает герметичность и химическую стойкость.
Оборудование для намотки можно разделить на две группы: машины периодического действия, которые в основном предназначены для формования оболочек самых различных форм, и машины непрерывного действия для производства труб. Конструкции намоточных станков весьма разнообразны. Из них можно выделить три основные группы, различающиеся по характеру движения оправки и раскладчика (рис. 4.4.).
Наиболее просты по устройству станки (рис. 4.4, а) с вращающейся оправкой 1 и возвратно-поступательно движущимся раскладчиком 2, с которого наполнитель подается на оправку. В станках планетарного типа (рис. 4.4, б) раскладчик вращается в плоскости, составляющей небольшой угол с осью оправки. На таких установках оправки вращаются в основном с малыми скоростями. Наконец, станки третьей группы, применяемые для формования небольших изделий, имеют оправку, вращающуюся в двух плоскостях (рис. 4.4, в). В этом случае раскладчик неподвижен.
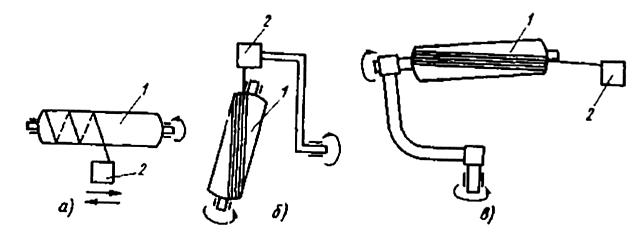
Рис. 4.4. Типы намоточных станков:
а – с возвратно-поступательным движением раскладчика; б – с вращением раскладчика; в – с неподвижным раскладчиком и вращающейся в двух плоскостях оправкой.