

Метод центробежного формования
Метод используют в основном для получения труб. В качестве наполнителя используют стеклохолсты, стеклоткани, а также рукава, плетеные из стекложгута.
На первом этапе наполнитель укладывается в форму и затем под действием центробежных сил уплотняется на стенках вращающейся формы.
На втором этапе уплотненный наполнитель пропитывается связующим с последующим его отверждением. Во вращающуюся форму связующее может быть введено как с одного или обоих концов формы, так и по всей длине трубы.
Введенное связующее под действием центробежных сил растекается по поверхности наполнителя, пропитывая его (рис. 4.5.).
Трубы, полученные методом центробежного формования, отличаются высокой герметичностью, имеют зеркальную внутреннюю поверхность и, следовательно, минимальные гидравлические потери.
Высокая химическая стойкость труб обеспечивается благодаря наличию внутреннего слоя из чистого связующего.
Таким методом можно футеровать пластмассовые и металлические трубы.

Рис. 4.5.. Принцип центробежного формования: 1 – пика со смесительной головкой; 2 – смесевой состав; 3 – привод; 4 – барабан центрифуги; 5 – смола с отвердителем; 6 – чистящее средство; 7 – армирующий наполнитель
Пропиткой волокон расплавленным металлом или термореактивными смолами получают изделия любой конфигурации без дополнительной механической обработки (рис. 4.6.). Прочность связи компонентов определяется смачиваемостью поверхности армирующего элемента жидкой матрицей. Пропитку проводят при нормальном давлении, вакуумным всасыванием, под давлением и комбинированным методом.
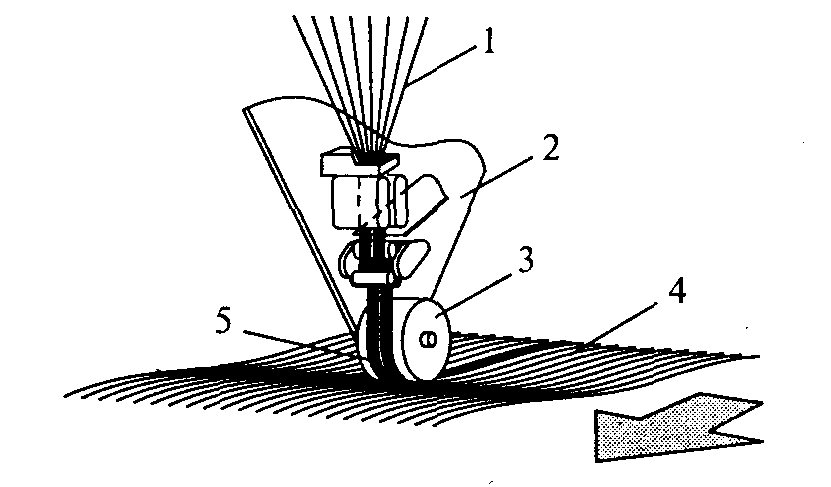
Рис. 4.6. Схема устройства для укладки волокон:
1– непрерывные волокна; 2 – бункер для подачи пластмассы;
3 – формующий ролик; 4 – нагреваемая поверхность;
5 – направляющие пазы
Пултрузия
Наиболее перспективный метод – это непрерывная пропитка волокон расплавленным металлом или термореактивными смолами с формованием профиля протягиванием КМ через фильеру (рис. 4.7.). Использование дискретных (коротких) волокон позволяет изготавливать КМ во вращающейся форме. К волокнам для повышения смачиваемости расплавом прикладывают ультразвуковые колебания. Однонаправленная структура формируется с помощью электромагнитного поля.
Пултрузия – это метод получения одноосно-ориентированного волокнистого пластика. Пултрузией получают профили самого разного рода (полые и сплошные). Технологические установки для получения одноосно-ориентированного волокнистого пластика способны работать как горизонтально, так и вертикально (рис. 10.8). Здесь все технологические этапы выполняются непрерывно, и по большей части автоматически. Длина современных технологических установок горизонтального действия составляет от 20 до 30 м.
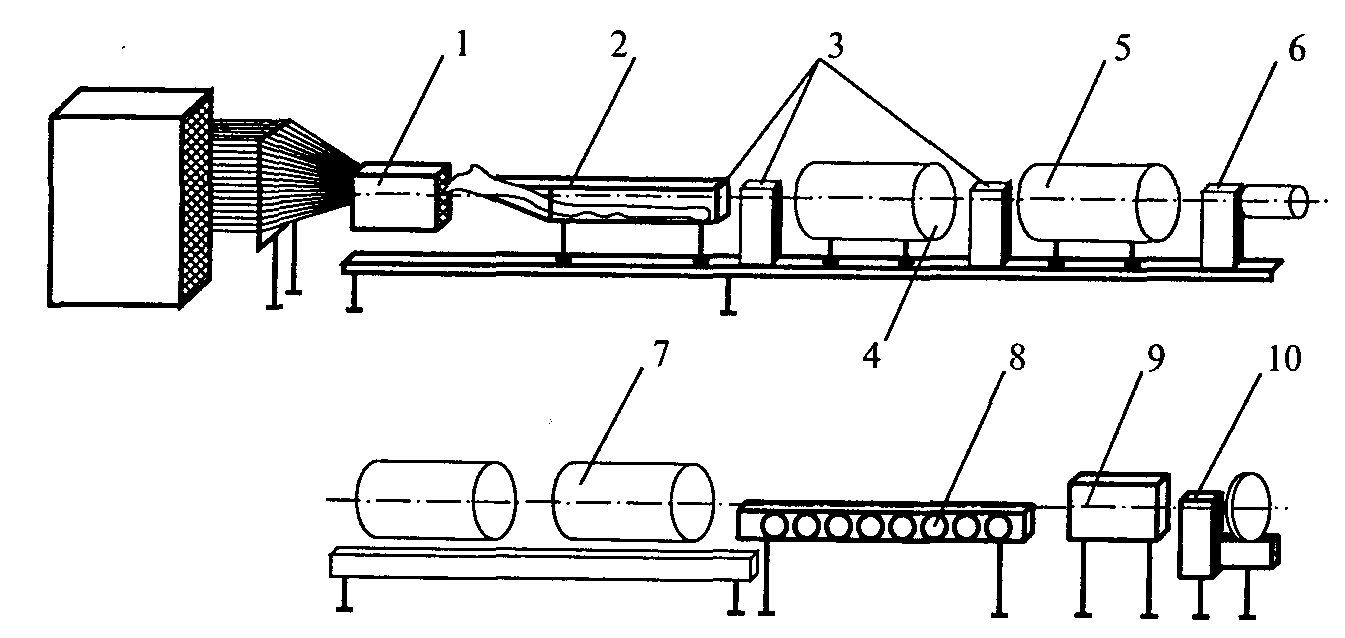
Рис.4.7 . Схема изготовления пропиткой волокнистых КМ
с полимерной матрицей:
1 – предварительная сушка волокон; 2 – ванна с термореактивной смолой;
3 – формующие фильеры; 4 – полимеризатор; 5 – печь; б – формующая
фильера; 7 – печь; 8 – охладитель; 9 – тянущее устройство;
10 – устройство для резки на мерные длины