

8 Средства активного контроля
К устройствам активного контроля относятся те устройства, которые
выполняют всю совокупность операций, необходимую для выяснения действительных размеров деталей, и по результатам измерения управляют процессом обработки.
Устройства активного контроля по методу измерения разделяются
на прямой и косвенный методы активного контроля.
Приборы активного контроля (ПАК), основанные на прямом методе
измерения, непосредственно фиксируют размер контролируемой детали.
ПАК, основанные на косвенном методе измерения, служат для измерения или ограничения движения исполнительного органа (например суппорта) или режущего инструмента.
ПАК, основанные на прямом методе измерения, подразделяются:
на устройства для контроля размеров деталей до их обработки;
в процессе обработки;
после их обработки.
ПАК для контроля деталей до их обработки применяются:
для защиты станка от попадания заготовок с параметрами, не
соответствующими их допустимому значению;
для задания режимов обработки в зависимости от размеров
заготовки
ПАК для контроля деталей в процессе обработки обеспечивают
более высокую точность по сравнению со всеми другими методами активного контроля.
В зависимости от степени автоматизации различают приборы
активного контроля:
1. с визуальным отсчетом и управлением станком вручную;
2. с автоматическим управлением станком.
Средства активного контроля в зависимости от их места в
технологическом процессе могут быть разделены на средства для контроля в процессе обработки, до и после обработки. [3]
8.1 Средства активного контроля в процессе обработки
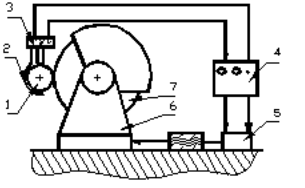
Рисунок 2.1. - Схема активного автоматического
Контроля в процессе обработки
Средства автоматического контроля в процессе обработки (рис. 2.1)
непрерывно следят за изменением размера заготовки и управляют работой станка: изменяют режимы обработки при промежуточных величинах припуска и прекращают обработку после достижения окончательного (заданного) размера. Деталь 1, установленная в центрах круглошлифовального станка, в процессе шлифования контролируется скобой 2 измерительного устройства. Изменение размера в процессе обработки воспринимается датчиком 3 и преобразуется в нем в электрический сигнал, который усиливается в командно-сигнальном пульте 4 и преобразуется в команду, управляющую механизмом 5 поперечных подач и движением бабки 6 шлифовального круга 7.
К числу средств активного контроля относят также визуальные
устройства для наблюдения за ходом технологического процесса. Оператор непрерывно следит за показаниями прибора и прекращает обработку при заданном положении указателя. В этом случае в скобу 2 вместо датчика 3 встраивается универсальная отсчетная головка.[3]
8.2 Средства послеоперационного контроля
Контролируют один или несколько параметров детали
непосредственно после ее обработки, при этом их устанавливают на станке вне его рабочей зоны или рядом со станком (рис. 2.2). Деталь 4 после выхода из рабочей зоны бесцентрово-шлифовального станка устанавливается на позицию изменения 8, где контролируется измерительным устройством 7 с датчиком 6. При выходе контролируемого параметра за заданные границы датчик 6 дает сигнал на командно-сигнальный пульт 5, где сигнал усиливается и подается команда на подналадку или останов станка через командо-аппарат 1 привода бабки 2 ведущего круга 3. В первом случае средство послеопе-рационного контроля называют подналадчиком, во втором - контрольно - блокировочным устройством.
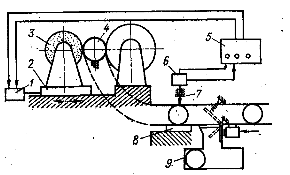
Рисунок 2.2. – Схема активного автоматического