

С материалом при прокалывании
При малом отношении
![]() вторым членом уравнения можно пренебречь,
тогда:
вторым членом уравнения можно пренебречь,
тогда:
![]() ,
,
откуда:
![]() .
.
Продолжительность
пребывания иглы в материале при
постоянной угловой скорости вала со
равна отношению времени поворота
кривошипа механизма игловодителя на
угол
![]() :
:
![]() .
.
Общая работа сил трения и прокола:
![]() ,
,
где
![]() – работа сил трения о прокалываемый
материал при ходе иглы вниз и сил
прокола;
– работа сил трения о прокалываемый
материал при ходе иглы вниз и сил
прокола;
![]() – работа сил трения при выходе иглы из
материала.
– работа сил трения при выходе иглы из
материала.
 ,
,
где
![]() – средняя сила прокола;
– средняя сила прокола;
![]() ,
,
![]() – средняя сила прокола соответственно
при входе иглы в материал и выходе из
него;
– средняя сила прокола соответственно
при входе иглы в материал и выходе из
него;
![]() –
средняя сила трения иглы о материал.
–
средняя сила трения иглы о материал.
![]() ,
,
В первом приближении
принимают
![]() .
Учитывая это, после подстановки получают:
.
Учитывая это, после подстановки получают:
![]() .
.
Чтобы уменьшить работу сил трения иглы, значения и принимают минимальными.
Мощность, расходуемая на трение иглы и прокалывание материала:
![]() ,
,
где – частота вращения главного вала.
Полезная нагрузка на иглу, а следовательно, и мощность зависят от физико–механических свойств и толщины прокалываемого материала, диаметра иглы, формы и состояния ее острия и ряда других факторов.
Графики зависимости сил и от угла заострения иглы приведены на Рис. 127. В случае затупления или поломки иглы сопротивление прокалыванию возрастает в 2–4 раза.
Сила прокола материала зависит от его толщины, вида, номера иглы и для плотных материалов составляет 12–76 Н. Зависимость средней силы прокола кожи толщиной 3,5 мм от глубины прокола иглой № 1 показана на Рис. 128.
При трении игла нагревается, особенно интенсивно при шитье грубых и толстых материалов и большой частоте вращения главного вала. В современных быстроходных машинах для снижения нагревания иглы применяют специальные устройства воздушного охлаждения и смазки.
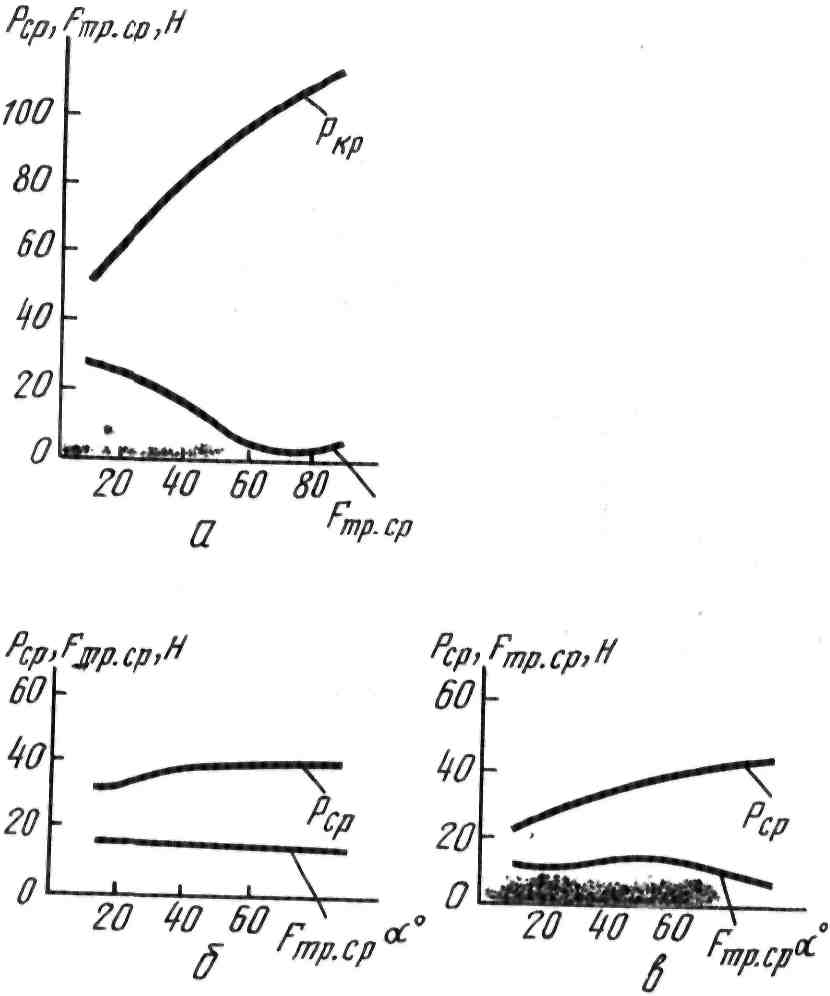
Рис. 127. График зависимости и от угла заострения иглы при прокалывании:
а – кожи винтового метода крепления; б – пласткожи; в – резины
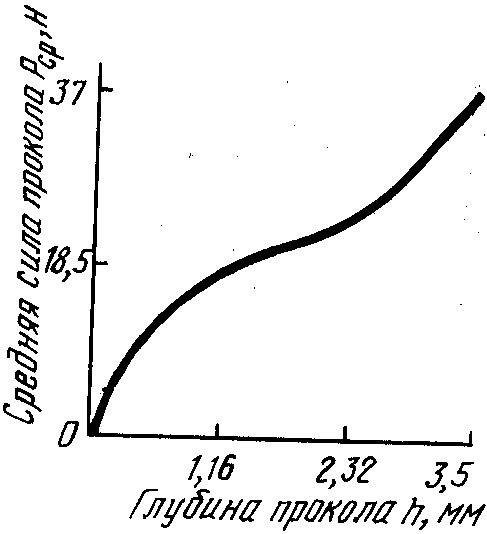
Рис. 128. График изменения силы прокола кожи от глубины прокола
Соединение ткани ниточным способом
Технологический процесс изготовления и ремонта одежды связан с необходимостью скрепления деталей, для чего существует много способов. Ниточный способ скрепления деталей одежды относят к механическим способам.
Ниточный способ скрепления материалов на машине состоит в пропускании через них ниток, образующих петли, которыми и стягиваются скрепляемые материалы.
Ниточные швы выполняют одной или несколькими строчками, состоящими из ряда стежков. Стежки представляют собой переплетение ниток между двумя проколами материала иглой. В зависимости от характера переплетения ниток и расположения стежков на материале строчки имеют различный внешний вид и строение.
При многообразных ниточных скреплениях, выполняемых на швейных машинах (стачивание деталей, обметка петель, края деталей, строчка пуговиц, ажура и т. д.), основным является машинный стежок – челночный или цепной.
В швейном производстве наибольшее распространение получила двухниточная челночная строчка. Челночные стежки данной строчки состоят из двух ниток. Нитка (Рис. 129, а) называется верхней, или ниткой иглы, нитка – нижней, или ниткой челнока. Верхняя и нижняя нитки переплетаются обычно внутри сшиваемых материалов и образуют на их поверхностях ряд стежков.
Простейший вид цепной строчки – однониточная цепная (тамбурная) строчка, состоящая из цепных стежков (Рис. 129, б). Применяют также двухниточные (Рис. 129, в) и многониточные цепные строчки.
Кроме основных существуют и другие строчки: зигзагообразные, образованные челночными стежками (Рис. 129, г), потайные, обметочные, трехниточные и т. д.
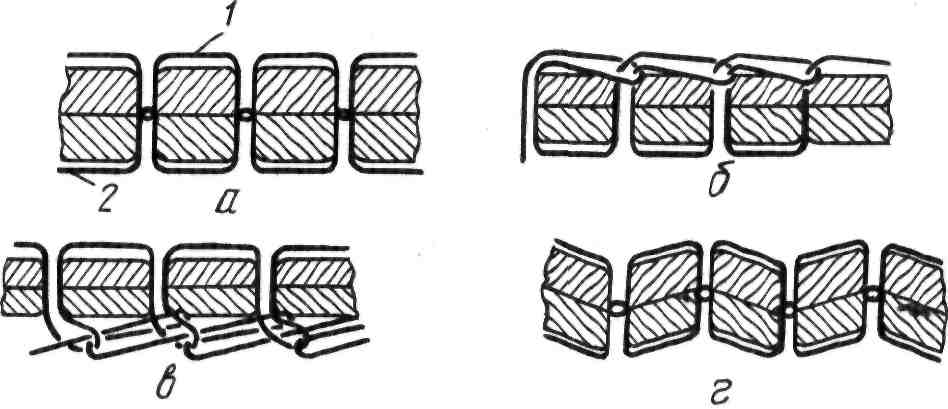
Рис. 129. Машинные стежки:
а – челночные; б – цепные однониточные; в– цепные двухниточные; г – зигзагообразные
В однониточных стежках цепочка образуется из верхней нитки, петли которой выходят одна из другой, в двуниточных – нижняя нитка, переплетаясь с петлями верхней, проходит вдоль строчки тремя рядами.
Отрыв и сдвигание скрепленных нитками материалов предупреждаются действием сил упругости натянутых ниток. Переплетаясь между собой и испытывая деформацию растяжения, нитки сжимают скрепляемые материалы и удерживают их в определенном положении. Для более плотного соединения материалов и предохранения полученных швов от распускания используют нитки и иглы определенной толщины, нитки пропитывают варом или клеем, материалы в процессе их скрепления прессуют. Одно из важных свойств ниток – их гибкость, необходимая для взаимного переплетения и плотного огибания ими скрепляемых материалов.