

Прокалывание материалов иглой
При прокалывании
материала на элементарную площадку
иглы (Рис. 125, а) действуют элементарные
силы прокола
![]() и упругости материала
и упругости материала
![]() ,
а также нормальное давление
,
а также нормальное давление
![]() и сила трения
и сила трения
![]() ,
направленная по касательной к поверхности
иглы.
,
направленная по касательной к поверхности
иглы.
Элементарная площадка:
![]() .
.
Спроектировав
силы
,
и
![]() (результирующая сил
и
)
на оси координат, получают следующие
уравнения равновесия:
(результирующая сил
и
)
на оси координат, получают следующие
уравнения равновесия:
или
Поделив первое уравнение на второе, находят:
![]()
Элементарную силу
выражают через напряжение смятия
материала
![]() ,
действующее в нормальной плоскости
его сечения:
,
действующее в нормальной плоскости
его сечения:
![]() .
.

Рис. 125. Схема прокалывания материала:
a – действие сил на иглу; б – положение иглы в материале
Заменяя его значением по формуле , получают:
![]() .
.
После подстановки этого выражения в уравнение :
![]()
Интегрируя
уравнение в пределах изменения угла
(от 0 до
![]() ),
окончательно получают:
),
окончательно получают:
 ,
,
где
![]() ;
;
![]() .
.
Так как при
прокалывании материала игла входит в
него сначала своим острием, а затем
цилиндрической частью, сила прокола
![]() складывается из суммы сил прокола
острием
складывается из суммы сил прокола
острием
![]() и цилиндрической частью
и цилиндрической частью
![]() .
.
Значения этих сил
находят интегрируя выражение в
пределах, определяющихся толщиной
материала
![]() ,
длиной острия
,
длиной острия
![]() и величиной выхода острия из материала
и величиной выхода острия из материала
![]() (Рис. 125, б):
(Рис. 125, б):
 .
.
Учитывая, что для
цилиндрической части
![]() ,
,
![]() ,
,
![]() :
:
 .
.
Кроме того, за счет желобка на цилиндрической части иглы происходит уменьшение сопротивления материала, тогда, введя поправочный коэффициент:
![]()
Общая сила прокола:
 .
.
При небольших деформациях (что имеет место во время прокола материала) приближенно можно считать напряжение смятия пропорциональным относительной деформации:
![]()
где
– модуль упругости материала;
![]() – относительная деформация материала.
– относительная деформация материала.
![]() ,
,
где
![]() – абсолютная деформация.
– абсолютная деформация.
Следовательно,
![]() .
Используя это выражение и учитывая,
что
.
Используя это выражение и учитывая,
что
![]() ,
а
,
а
![]() <0,05
для применяемых игл, после преобразований
получают:
<0,05
для применяемых игл, после преобразований
получают:
 .
.
Это уравнение
выражает текущее значение силы прокола
от момента входа острия в материал до
его выхода из материала (в этот момент
сила имеет максимальное значение, когда
![]() ).
При этом:
).
При этом:
 .
.
После подстановки выражения в уравнение :
 .
.
Так как
 ,
,
![]() .
.
Приведенные формулы показывают, что максимальная сила прокола материала возрастает при увеличении всех основных параметров иглы и материала , , , .
С увеличением угла заточки максимальная сила прокола возрастает только на тонких материалах (на толстых она почти не изменяется). Следовательно, толстые иглы, предназначенные для соединения толстых материалов, могут иметь угол заточки острия больший, чем тонкие. Чистота обработки поверхности иглы и подбор соответствующих номеров игл имеют первостепенное значение для улучшения прокалывания материалов различной толщины.
Иглы для сшивания кож имеют острие в виде режущего лезвия, что способствует снижению силы трения при прокалывании материала (игла меньше раздвигает материал и в основном разрезает его, разрушая волокна, ослабляя действие сил упругости волокон на ее цилиндрический стержень).
Динамический эффект при прокалывании материала иглой состоит в том, что слой материала по мере прохождения его иглой последовательно приобретает скорость от точки прокола, направленную перпендикулярно оси иглы. По мере удаления частиц слоя материала от иглы скорость их движения постепенно уменьшается до нуля примерно по закону параболы.
Коэффициент динамичности:
![]() ,
,
где
![]() (
(![]() – отношение радиуса концентрической
окружности на параболической эпюре
скорости, где последняя принимает
значение, равное нулю, к радиусу иглы)
– коэффициент затухания скорости;
– отношение радиуса концентрической
окружности на параболической эпюре
скорости, где последняя принимает
значение, равное нулю, к радиусу иглы)
– коэффициент затухания скорости;
![]() – плотность прокалываемого материала;
– плотность прокалываемого материала;
![]() – скорость иглы;
– диаметр иглы;
– угол заострения иглы.
– скорость иглы;
– диаметр иглы;
– угол заострения иглы.
Из данной формулы следует, что коэффициент динамичности возрастает с увеличением плотности прокалываемого материала, толщины и скорости движения иглы.
Работа и мощность в процессе прокалывания зависят соответственно от пути (хода) и скорости движения иглы.
Уравнения пути, скорости и ускорения иглы определяются схемой механизма иглы и законом движения ведущего звена.
Для центрального кривошипно–шатунного механизма иглы (Рис. 126) ход иглы:
 .
.
Ход иглы
![]() в большинстве швейных машин составляет
27– 50 мм. Его определяют исходя из
расположения челнока по отношению к
платформе (когда игла ниже плоскости
платформы
в большинстве швейных машин составляет
27– 50 мм. Его определяют исходя из
расположения челнока по отношению к
платформе (когда игла ниже плоскости
платформы
![]() ),
толщины материалов
и расстояния
),
толщины материалов
и расстояния
![]() .
.
Ход иглы ниже плоскости платформы:
![]() ,
,
где
– расстояние от острия иглы до центра
отверстия (ушка), равное 2–6 мм;
![]() – ход иглы, необходимый для образования
петли, зависящий от свойств нитки и
материала и равный 2–5 мм;
– ход иглы, необходимый для образования
петли, зависящий от свойств нитки и
материала и равный 2–5 мм;
![]() – расстояние от верхнего положения
острого конца челнока до уровня
платформы, равное 8–12 мм.
– расстояние от верхнего положения
острого конца челнока до уровня
платформы, равное 8–12 мм.
Толщина сшиваемых материалов зависит от вида изделия; например, толщина деталей верха обуви может быть до 10 мм.
Расстояние
![]() определяет ход иглы в материале и
продолжительность пребывания в нем:
определяет ход иглы в материале и
продолжительность пребывания в нем:
 .
.
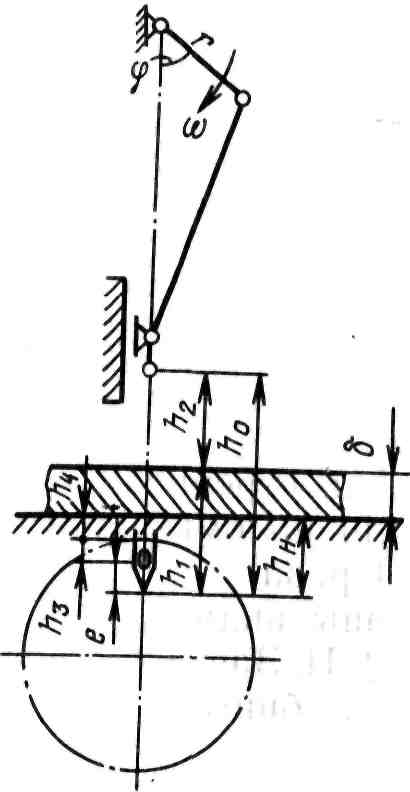
Рис. 126. Схема взаимодействия кривошипно–шатунного механизма иглы