

2.6 Расчет и подбор технологического оборудования
Расчет технологического оборудования
Расчет длины столов обвалки и жиловки ведут по формуле (2.5):
 ,
(2.5)
,
(2.5)
где
 -
длина столов обвалки и жиловки, м;
-
длина столов обвалки и жиловки, м;
 -
норма длины стола на одно рабочее место,
м;
-
норма длины стола на одно рабочее место,
м;
- число рабочих мест, м;
 -
коэффициент, учитывающий одностороннюю
или двухстороннюю работу. Примем
одностороннюю работу К=1.
-
коэффициент, учитывающий одностороннюю
или двухстороннюю работу. Примем
одностороннюю работу К=1.
2,5- резервный запас длины стола, м.
Численность рабочих на операциях обвалки и жиловки рассчитываем по формуле (2.6):
 ,
(2.6)
,
(2.6)
где - численность рабочих, ч;
 -
масса сырья в смену, кг;
-
масса сырья в смену, кг;
 -
норма выработки одного рабочего на
данной операции, кг/ч.
-
норма выработки одного рабочего на
данной операции, кг/ч.
Результаты расчетов сведем в таблицу 2.13.
Таблица 2.13 - Количество рабочих и длина рабочего места на операциях обвалки и жиловки
Наименование операции |
Масса сырья, кг/см |
Норма выработки, кг/ч |
Количество часов работы, ч |
Норма длины стола, м
|
Количество рабочих, человек |
Длина стола, м
|
|
Расчетное |
Принятое |
||||||
Разделка п/т говядины |
625 |
2500 |
7 |
1,50 |
0,03 |
1
|
|
Продолжение таблицы 2.13
Наименование операции |
Масса сырья, кг/см |
Норма выработки, кг/ч |
Количество часов работы, ч |
Норма длины стола, м
|
Количество рабочих, человек |
Длина стола, м
|
|
Разделка п/т свинины |
460 |
2037,5 |
7 |
1,50 |
0,03 |
|
|
Обвалка говядины |
625 |
226,2 |
7 |
1,50 |
0,4 |
1,5 |
|
Обвалка свинины |
460 |
312,5 |
7 |
1,50 |
0,01 |
1,5 |
|
Жиловка говядины |
460 |
178,8 |
7 |
1,25 |
0,4 |
1 |
1,25 |
Жиловка свинины |
377,2 |
267,5 |
7 |
1,25 |
0,2 |
1,25 |
|
Нарезка натуральных п/ф |
200 |
57 |
4 |
1,25 |
0,9 |
1 |
1,25 |
Подбор оборудования осуществляем согласно графику работы оборудования и количеству обрабатываемого сырья (производительности). Производительность оборудования подбираем по формуле (2.7):
 ,
(2.7)
,
(2.7)
где
 - количество перерабатываемого сырья
в смену, кг;
- количество перерабатываемого сырья
в смену, кг;
 -
время работы оборудования, ч
-
время работы оборудования, ч
Графику работы оборудования представлен в таблице 2.14.
Таблица 2.14 - График работы оборудования
Наименование операции, оборудование |
Количество сырья, кг |
Производительность, кг/ч |
Время работы, ч |
Количество оборудования, человек |
Часы работы при 8 часовой смене |
||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|||||||
Разделка, обвалка, стационарный стол |
1085 |
|
7 |
1шт |
|
|
|
|
|
|
|
||
Жиловка, стационарный стол |
837,2 |
|
7 |
1шт |
|
|
|
|
|
|
|
||
Нарезка натуральных п/ф, стационарный стол |
200 |
45 |
4,5 |
1шт |
|
|
|
|
|
|
|
||
Измельчение мяса, волчок LM-22 P |
620,2 |
300 |
2,1 |
1шт |
|
|
|
|
|
|
|
||
Приготовление фарша для п/ф, фаршемешалка ПМФ-К |
862,3 |
420 |
2,1 |
1шт |
|
|
|
|
|
|
|
||
Формовка рубленых п/ф, котлетный автомат АК2М-40м |
242 |
112 |
2,2 |
1шт |
|
|
|
|
|
|
|
||
Замораживание рубленых п/ф |
242 |
|
|
|
|
|
|
|
|
|
|
||
Упаковка, расфасовка рубленных и натуральных п/ф, стационарный стол |
677 |
|
6 |
1 чел |
|
|
|
|
|
|
|
||
Просеивание муки, мукопросеиватель ПВГ-600М |
282 |
600 |
2,2 |
1 шт |
|
|
|
|
|
|
|
||
Приготовление теста, тестомес А2-ХТЮ |
430 |
250 |
1,7 |
1шт |
|
|
|
|
|
|
|
||
Продолжение таблицы 2.14
Наименование операции, оборудование |
Количество сырья, кг |
Производительность, кг/ч |
Время работы, ч |
Количество оборудования, человек |
Часы работы при 8 часовой смене |
||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|||||
Раскатка теста, МРТ-60 |
430 |
80 |
5 |
1 шт |
|
|
|
|
|
|
|
Формовка пельменей вручную, стационарный стол |
390 |
7 |
7 |
8 чел |
|
|
|
|
|
|
|
Формовка пельменей на автомате, автомат ПП-05 |
470 |
120 |
4 |
1шт |
|
|
|
|
|
|
|
Замораживание пельменей |
860 |
|
|
|
|
|
|
|
|
|
|
Снятие пельменей с листов |
860 |
215 |
4 |
1 чел |
|
|
|
|
|
|
|
Взвешивание, упаковка, стационарный стол |
860 |
200 |
4,5 |
1 чел |
|
|
|
|
|
|
|
Описание выбранного оборудования
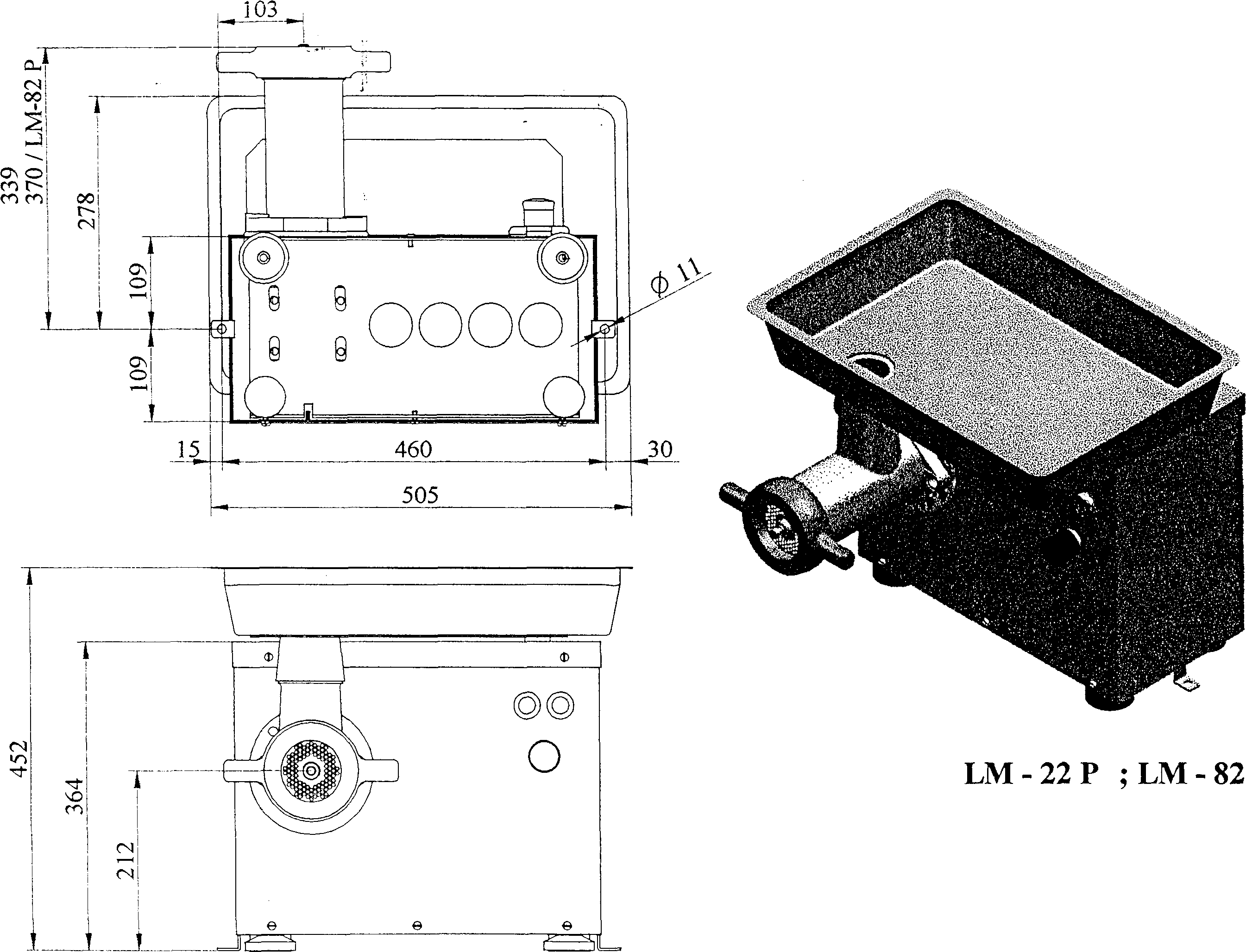
Мясорубка LM-22P
Технические характеристики представлены в таблице 2.15.
Таблица 2.15-Технические характеристики мясорубки LM-22P
Наименование параметра |
Значение |
Производительность |
300 кг/ч |
Диаметр отверстий |
2-3 мм |
Ширина |
488 мм |
Высота |
500мм |
Длина |
505 мм |
Масса |
30 кг |
Двигатель |
1,5 кВт |
Общий вид мясорубки LM-22P представлен на рисунке 2.5.
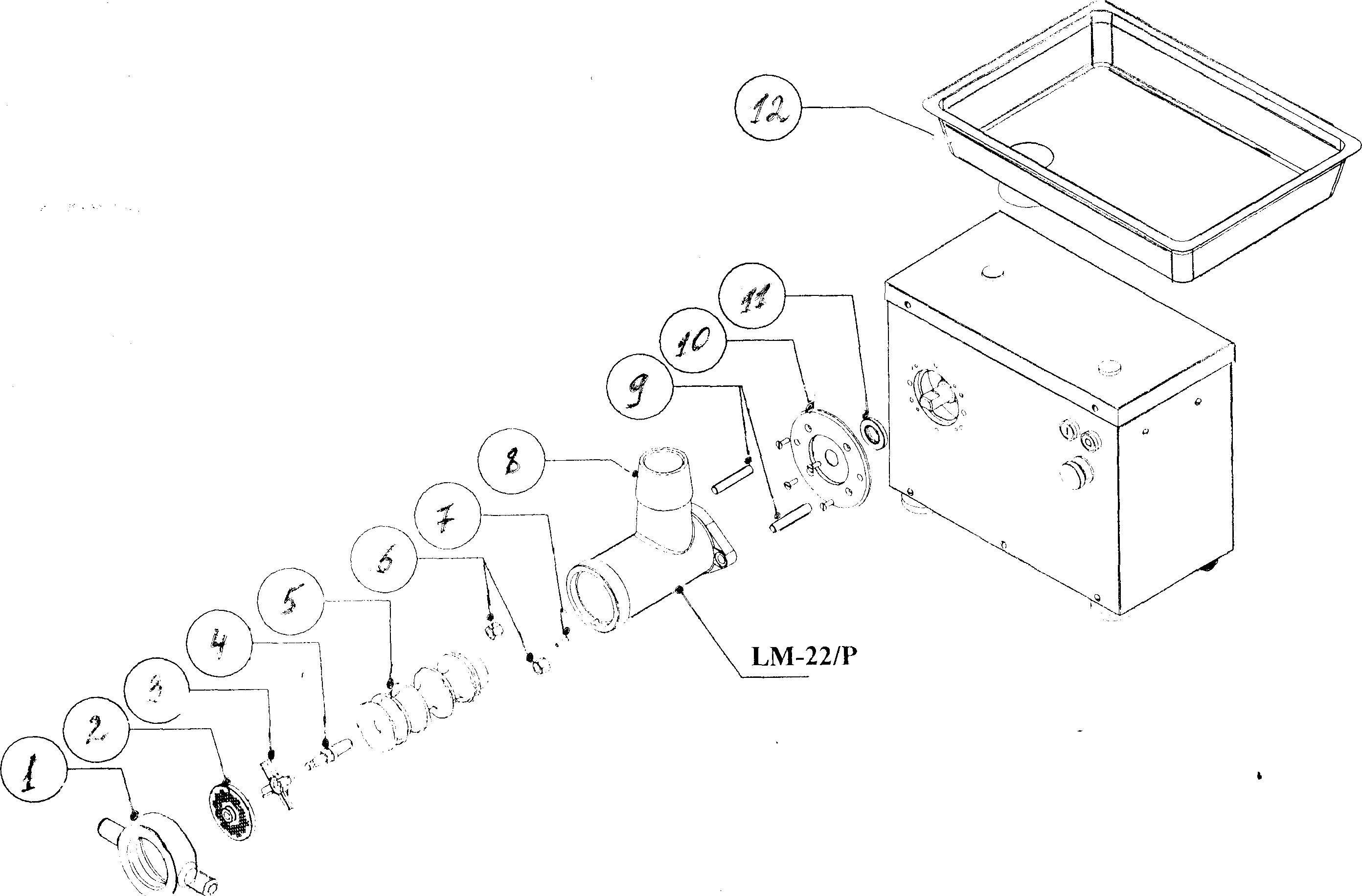
1 - затяжное кольцо; 2 - неподвижный нож; 3 - подвижный нож; 4 - хвостовик; 5 - шнек; 6 - гайка; 7 - штиф; 8 - корпус ножевого устройства; 9 - направляющая; 10 - крышка; 11 - сальник; 12 - лоток для мяса
Рисунок 2.5- Мясорубка LM-22P
Режущий инструмент волчка состоит из неподвижной подрезной решетки, вращающихся крестовидных ножей и неподвижных ножевых решеток с разными диаметрами отверстий и зажимной гайки.
Основным производственным параметром волчка является диаметр выходной решетки [2]. Наибольшее распространение получили решетки диаметром160 и 200 мм.
Степень измельчения мяса на волчке и его производительность зависят от величины отверстий выходной решетки и числа плоскостей резания. При небольшой степени измельчения (16 - 25 мм) достаточно одной плоскости резания, волчок собирают с одним ножом и одной решеткой. При более тонком измельчении (2-3 мм) число плоскостей резания следует увеличить [7]. Поэтому режущий механизм собирают по двум схемам.
При измельчении сырья для рубленых полуфабрикатов рекомендуется режущий комплект волчка собирать в следующем порядке: приемный нож, двусторонний нож, крупная сетка с выходными отверстиями диаметром 15—20 мм, второй двусторонний нож, сетка с отверстиями диаметром 2—3 мм.
Волчок состоит из загрузочной чаши, куда поступает сырье, подающего устройства (спирали и червяка), электродвигателя, металлического кожуха, режущего механизма и прижимной гайки.
Волчок работает следующим образом: из загрузочной чаши сырье с помощью спирали и червяка подается к режущему механизму. Подающая спираль вращается от собственного двигателя через зубчатую передачу. От подающей спирали мясо поступает к червяку, затем проталкивается к режущему механизму (решетки и ножи), закрепленному прижимной гайкой.
Волчок состоит из станины, на которой монтируют питатель, включающий загрузочную чашу и приемный шнек; механизма подачи, состоящего из цилиндра со спиральными ребрами и рабочего шнека; измельчающего механизма, содержащего двусторонние четырехзубые ножи и набор решеток диаметром 160 мм; гайки-маховика и привода с электродвигателем, цилиндрическим редуктором, клиноременной передачей и пусковой электроаппаратурой.
Котлетный аппарат АК2М -40
Общий вид и схема движения фарша представлены на рисунке 2.6.
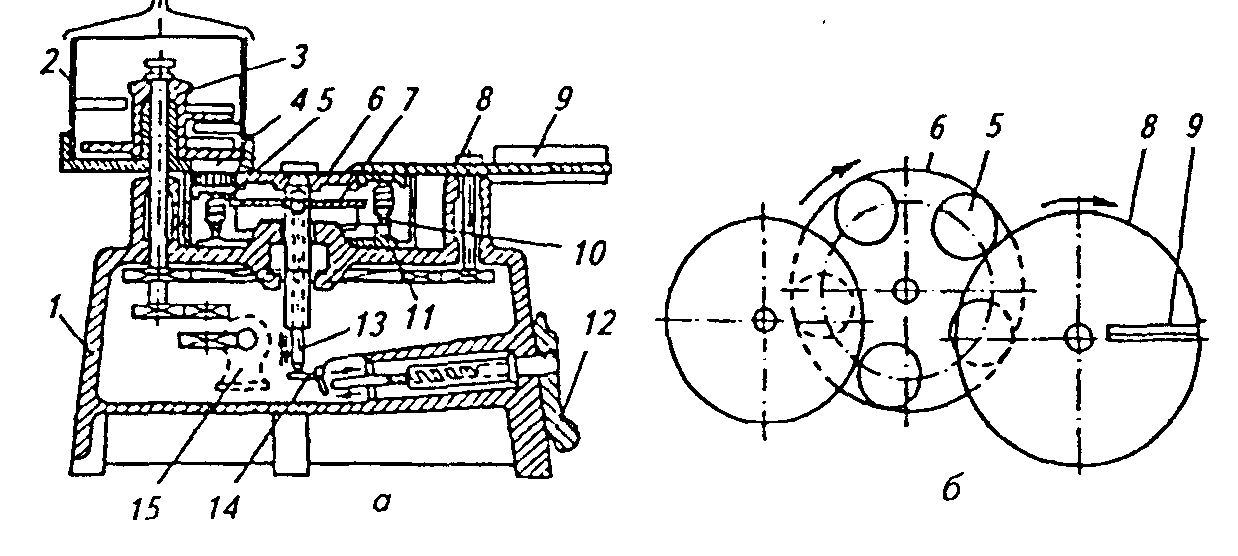
А - общий вид, Б – схема движения фарша при формовании котлет:1 - корпус, 2 - загрузочный цилиндр, 3 - шестилопастный винт, 4 - овальное отверстие, 5 - поршень, 6 - стол, 7 - плита опорная, 8 - диск, 9 - скребок, 10 - винт, 11 - кулачек, 12 - рукоятка, 13 - валик, 14 - регулятор, 15 - привод
Рисунок 2.6- Котлетный аппарат АК2М- 40
Технические характеристики представлены в таблице 2.16.
Таблица 2.16-Технические характеристики котлетного аппарата АК2М-40
Наименование параметра |
Значение |
Частота вращения |
1-1,5об/мин |
Производительность |
112кг/ч |
Ширина |
900мм |
Высота |
400мм |
Длина |
1000мм |
Масса |
39кг |
Двигатель |
1,6кВт |
Автомат АК2М-40 состоит из литых чугунных корпуса и крышки, загрузочного цилиндра из нержавеющей стали, шестилопастного винта из алюминиевого сплава, круглого чугунного стола с пятью формовочными отверстиями, механизма для регулировки величины хода поршней в столе, конвейерного диска, электродвигателя, червячной передачи и передаточных цилиндрических шестерен.
Для удаления с конвейерного диска остатков фарша установлен скребок.
Загруженный в цилиндр фарш нагнетается шестилопастным винтом в формовочные отверстия стола, после чего отформованные полуфабрикаты поршнями выталкиваются на его поверхность, где их подхватывает конвейерный диск и отбрасывает в сторону [6].
Мукопросеиватель ПВГ-600М
Общий вид представлен на рисунке 2.7.
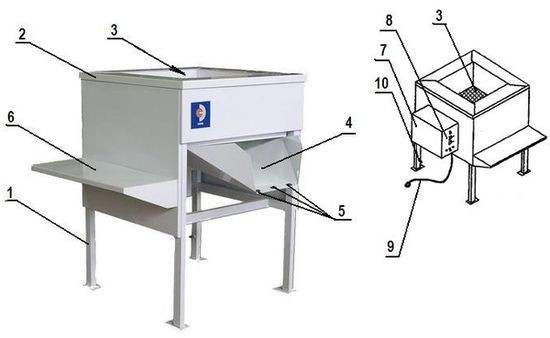
1-каркас, 2- приемный бункер, 3-сито, 4- выпускной лоток, 6- подставка, 7- кожух, 8- панель управления, 9- штепсельная вилка.
Рисунок 2.7- Мукопросеиватель ПВГ-600М
Технические характеристики мукопросеивателя ПВГ-600М представлены в таблице 2.17.
Таблица 2.17 - Технические характеристики мукопросеивателя ПВГ-600М
Наименование параметра |
Значение |
Емкость бункера |
75л |
Производительность |
600кг/ч |
Размер стороны ячейки сита |
1мм |
Ширина |
820мм |
Высота |
980мм |
Длина |
680мм |
Диаметр проволоки сита |
0,32мм |
Двигатель |
0,55кВт |
Мукопросеиватель ПВГ-600М состоит из каркаса 1, приёмного бункера 2, сита 3, выпускного лотка 4 с магнитным ловителем металлических примесей, и электропривода, закрытого кожухом 7. Сито подвешено к раме на эластичных подвесках, что позволяет ему совершать возвратно-поступательные движения.
Управление работой мукопросеивателя осуществляется с панели управления 8, установленной на боковой стороне кожуха. Мукопросеиватель ПВГ-600М оснащен гибким кабелем питания со штепсельной вилкой 9.
При кратковременном нажатии кнопки пуск включается магнитный пускатель, который соединяет цепь питания электродвигателя, привод начинает вращаться и приводит в движение сито.
Мешок с мукой устанавливается на подставку 6. Мука из мешка порциями по 8-10 кг загружается в приёмный бункер, и пройдя через сито, ссыпается по выпускному лотку в заранее подготовленную тару.
По мере освобождения бункера добавлять муку, обеспечивая равномерность загрузки.
Машина для замеса теста А2-ХТЮ
Общий вид машины для замеса теста А2-ХТЮ представлен на рисунке 2.8.

Рисунок 2.8- Машина для замеса теста А2-ХТЮ
Технические характеристики машины для замеса теста А2-ХТЮ представлены в таблице 2.18.
Таблица 2.18-Технические характеристики машины для замеса теста А2-ХТЮ
Наименование параметра |
Значение |
Емкость бункера |
80л |
Производительность |
250кг/ч |
Максимальная порция замешиваемого теста |
45кг |
Ширина |
680мм |
Высота |
1000мм |
Длина |
1250мм |
Продолжительность замеса |
5-8мин |
Установленная мощность привода месильного органа |
1кВт |
Установленная мощность привода поворота траверсы |
0,25кВт |
Машина для замеса теста А2-ХТЮ предназначена для порционного замеса полуфабрикатов и теста из пшеничной и ржаной муки влажностью 33-54% в не вращающейся подкатной деже.
Высокое качество замеса обеспечивается за счет вращения месильного органа вокруг оси, которая в свою очередь перемещается по кругу. Машина для замеса теста имеет автоматический подъем траверсы со спиральным месильным органом, все детали, контактирующие с тестом, выполнены из нержавеющей стали. Машина двухскоростная с подкатной дежой.
Смешивание теста происходит на меньшей скорости, а замес на большой, что позволяет более интенсивно смешивать компоненты. На машине для замеса теста А2-ХТЮ установлен электронный блок управления, позволяющий устанавливать необходимые режимы работы месильного органа, автоматическое переключение скоростей и подъем траверсы.