

Тема 5 Організація освоєння виробництва нової техніки.
-
Система розробки і освоєння нових виробів та організація наукових досліджень.
-
Зміст і завдання організаційної підготовки виробництва,
-
Освоєння виробництва нових виробів.
4. Оптимізація термінів освоєння виробництва нових виробів та оцінка його ефективності.
Система розробки і освоєння нових виробів та організація наукових досліджень.
Життєвий цикл виробу складається з багатьох етапів і охоплює період від початку промислового випуску, стабілізації, збуту і до спаду та повного припинення випуску (рисі)
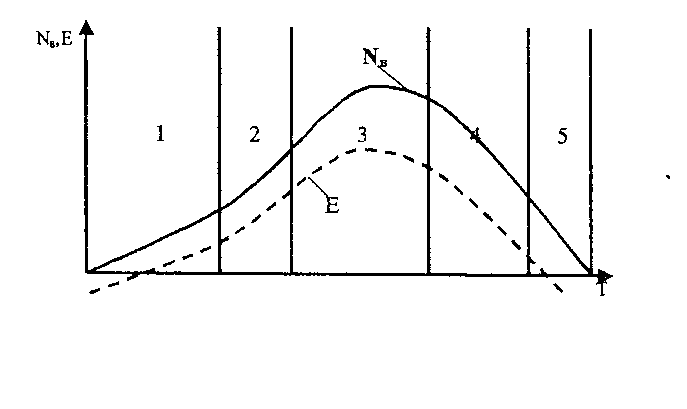
N0 - обсяг виробництва і збуту; Е - економічний ефект; Т - час.
Рис. 1. Життєвий цикл виробу.
Таким чином, розглядаючи промисловий випуск нових виробів, можна виділити декілька характерних зон:
-
Етап освоєння і початок виробництва (це зона найбільша в часі).
-
Етап зростання збуту, який характеризується різким збільшенням випуску і є коротким в часі у порівнянні з іншими етапами (досягається максимальна економічна ефективність).
-
Зона стійкого стабільного випуску (максимальна по величині). Для неї характерні два періоди часу: перша половина - підтримування стабільного випуску, високого рівня економічного ефекту, виконання робіт по модернізації виробу; в другій половині економічний ефект зменшується і необхідно розпочинати науково - дослідні роботи по розробці нових виробів.
-
5. Зони різкого спаду і повного припинення виробництва (економічний ефект може бути від'ємним).
Життєвий цикл виробу - це сукупність взаємозв'язаних процесів створення і послідовної заміни стану продукції від формування основних вимог до неї, аж до припинення її експлуатації. Життєвий цикл виробу складається з наступних стадій:
-
Дослідження і проектування.
-
Виготовлення і реалізація.
-
Експлуатація та споживання.
Ці стадії доцільно розглянути як взаємопов'язані в системі створення та освоєння нової техніки.
Системи створення та освоєння нової техніки Система СОНТ - це система створення та освоєння нової техніки, яка складається з взаємопов'язаних блоків.
Блок 1, Виконання науково-дослідних робіт (НДР) (фундаментальних, пошукових, прикладних),
коли ггооходять усесторонню оцінку нові ідеї.
Блок 2. Розробка технічного завдання яке відображає:
а) ціль і призначення розробки;
б) основні джерела (патенти, авторські свідоцтва на винаходи, патенти);
в) технічні вимоги до конструкції;
г) економічні показники;
д) стадії та етапи виконання з вказаним терміном їх виконання;
е) порядок контролю та прийняття конструкцц. Блок 3. Проектно - конструкторські роботи (ПКР).
Блок 4. Технологічна підготовка виробництва (розробка технологічних процесів {ТІЇ), проектування і виготовлення оснастки).
Блок 5. Виробництво. Охоплює тривалий проміжок часу, під час якого виконується модернізація з метою покращання експлуатації виробу і з ціллю віддалення морального старіння. Блок 6. Реалізація, зберігання, транспортування. Блок 7. Експлуатація. Блок 8. Утилізація.
Головними видами робіт при цьому є: дослідно-конструкторська робота (ДКР) - для створення виробів, та дослідно-технологічна робота (ДІР) - для матеріалів і речовин.
ДКР - це комплекс робіт по створенню конструкторської і технологічної документації, виготовленню і випробуванню дослідних виробів або виробів одиничного виробництва.
Дослідний зразок - зразок продукції, виготовлений за новою технологічною документацією для перевірки шляхом випробувань його відповідності заданим технічним вимогам з метою ггоийняття рішення про можливість постановки на виробництво та використання за призначенням.
Дослідна партія - це сукупність дсюлідних зразків чи певний обсяг нештучної продукції, що виготовлені за новоствореною документацією для контролю відповідності продукції заданим вимогам та прийняттю рішення про запуск у виробництво даної ггоодукцІЇ.
Технічна документація - це сукупність документів, які є необхідними і достатніми для використання на кожній стадії життєвого циклу продукції. До неї належить: конструкторська, технологічна і проектна документація.
Конструкторська документація - це сукупність конструкторських документів, що містять дані для розробки, виготовлення, контролю, приймання, поставки, експлуатації та ремонту виробу. Порядок розробки, оформлення та обертання конструкторської документації встановлений комплексом державних стандартів єдиної системи конструкторської документації (ЄСКД). Стадії розробки конструкторської документації на вироби всіх галузей промисловості та етапи їх виконання встановлює державний стандарт ЄСКД (ТОСТ 2.103-68). Стадії розробки (етапи робіт):
-
Технічне завдання (погодження та затвердження ТЗ).
-
Технічна пропозиція (підбір матеріалів, розробка ТП за формами аналізу ТЗ).
-
Ескізний проект (його розробка і виготовлення, випробування макетів, розгляд та затвердження ЕП).
4. Технічний проект (його розробка і виготовлення, випробування макетів, розгляд та затвердження ТП).
5. Розробка робочої документації:
а) дослідного зразка (партії) (розробка конструкторських документів, призначених для виготовлення дослідного зразка);
б) установчої серії (те саме для виготовлення установчої серії);
в) серійне виробництво зразка (партії) (те саме для серійного виробництва).
В технічне завдання входять вимоги до продукції, ціль, експлуатаційне та функціональне . призначення продукції, технічні вимоги до неї, та інше.
Технічна пропозиція - це сутсушгість конструкторської документації на виріб, яка містить техніко-економічне обфунтування доцільності розробки виробу, що отримане на основі аналізу ТЗ та проробки варіантів технічних рішень.
Ескізний проект - вид конструкторської документації' на виріб, який містить гфинципові конструктивні рішення, дає уявлення про конструкцію та принципи роботи виробу, дані, що визначають його відповідність призначенню.
Технічний проект, згідно з ГОСТ 2120-73, це вид проектної документації на виріб, що містить закінчене технічне рішення, яке дає певну уяву про розроблювану конструкцію і не^хідні дані для розробки робочої документації.
Робоча конструкторська документація являє собою сукупність конструкторських документів, призначених для виготовлення, контролю, приймання, поставки, експлуатації та ремонту техніки, що проектується.
Зміст і завдання організаційної підготовки виробництва.
Організаційна підготовка виробництва являє собою сукупність процесів і робіт, пов'язаних із розробкою та здшсненням проекту організації виробничого процесу виготовлення нового виробу, системи оплати праці, нормативної бази внутрішньозаводського госпрозрахунку матеріально - технічного забезпечення виробництва з метою створення необхідних умов для освоєння і випуску нової продукції з заданою якістю при встановлених термінах, обсягах випуску та мінімальних витратах виробництва
Організаційна підготовка виробництва ЮПВ) складається з таких етапів:
-
Розробка проекту організації виробничого процесу, який охоплює:
-
вибір форм організації виробництва в окремих цехах та їх спеціалізацію, а також зв'язки* між ними;
-
визначення потреб в обладнанні і площах; шинування цехів і дільниць;
-
розробку проекту реконструкції та технічного переозброєння цехпв;
-
розробку систем оперативно - виробничого планування.
-
Розробка проекту технічного обслуговування основного виробництва, який включає:
-
складання планів руху предметів праці у виробничому процесі; вибір та встановлення необхідних транспортних засобів і тари;
-
розробку проектів допоміжних процесів (ремонтного та інструментального обслуговування, організації складського господарства, вибір форм контролю якості).
-
Розробка проекту організації та оплати праці, який передбачає:
-
створення проекту розподілу і кооперації праці; організації трудових процесів;
-
обслуговування робочих місць; режиму праці і відпочинку;
-
визначення трудомісткості виробу і його складових частин; підготовку комплектування кадрів;
вибір системи оплати праці робітників та інженерно - технічних працівників і їх преміювання.
-
Розробка проекту матеріально - технічного забезпечення та збуту продукції, який включає:
~ визначення потреб в окремих видах матеріальних ресурсів;
-
складання замовлень на необхідне обладнання і оснащення, комплектуючі вироби, пошук постачальників і укладання ними контрактів;
• - налагоджування контактів із майбутніми споживачами нової продутапї.
-
Формування нормативної бази для внутрішньозаводського госпрозрахунку передбачає:
-
розрахунок нормативів, матеріальних і трудових витрат календарно - планових нормативш;
-
визначення собівартості і цін на нові види виробів;
встановлення розмірів нормативів окремих запасів та оборотних коштів. Головне завдання ОПВ - це забезпечення готовності підприємства до створення і освоєння нових виробів.
Освоєння виробництва нових виробів.
Етап створення виробництва нових виробів починається після завершення робіт за стадіями конструкторської і технологічної підготовки виробництва.
Він включає:
-
налагодження і освоєння нових технологічних процесів;
-
освоєння нових форм організації виробництва;
-
досягнення планового обсягу виробництва та намічених техніко - економічних показників.
Період освоєння починається з виготовлення дослідного зразка і завершується серійним виробництвом нових виробів. Швидкість переходу на випуск нової продукції залежить від багатьох факторів, серед яких до основних належать:
-
настутшість та технологічність виробу;
-
ступінь відпрадьованості технологічної документації;
-
забезпеченість виробничих процесів та раціональність розроблених форм організації виробніщтва;
-
рівень відпрацьованості нової конструкції виробу у дослідному виробництві.
Згідно з вітчизняною та зарубіжною практикою існує два способи переходу на випуск нових виробів:
-
із зутпшкою виробництва;
-
без зупинки виробництва.
Кожен з цих методів має свої варіанти, які можна класифікувати залежно від того, яким методом проводиться заміна виробництва старої продукції" в період освоєння нового виробництва.
Розділяють послідовний, послідовно - паралельний та паралельні методи переходу на випуск нової продукції.
 Послідовний
метод
переходу характеризується тим, що
виробництво нової продукції починається
після повного припинення випуску
продукції, що знімається з виробництва
(Рис. )
Послідовний
метод
переходу характеризується тим, що
виробництво нової продукції починається
після повного припинення випуску
продукції, що знімається з виробництва
(Рис. )
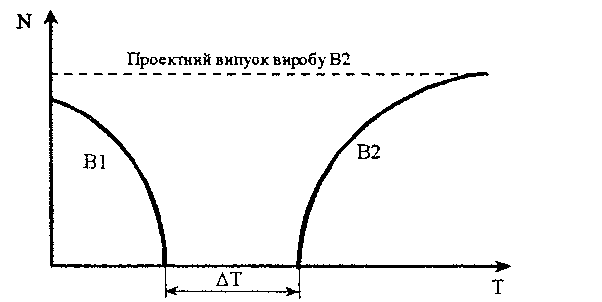
Рис.2 Перервно - послідовний метод переходу на випуск нової продукції.
При перервно - послідовному методі (рис.2) після випуску старого виробу В1 виконуються роботи по переплануванню і монтажу технологічного обладнання та транспортних засобів, а по їх завершенню починається освоєння виробництва нового виробу В2, аж до досягнення виробництва на проектному рівні N. Це самий простий в організаційно - технічному плані метод, але й самий нее^ктивний, бо існують великі втрати у випуску продукції, які не вдається компенсувати.
При неперервно - послідовному методі (рис.З) виробництво нового виробу починається відразу після припинення виробництва старого. Втрати при застосуванні цього варіанту менші, але необхідна висока степінь завершеності робіт по технологічній підготовці виробництва нового виробу до початку його освоєння. Необхідно вштробувати до 80% технологічних процесів, мати до 95% змонтованих на нових місцях (площах) технологічних ліній та обладнання.
Паралельний метод характеризується суміщенням робіт по освоєнню випуску нового виробу із завершальним періодом випуску старої моделі (рис. 4).
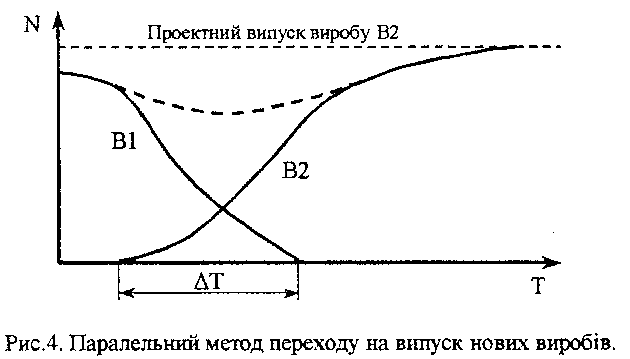
При застосуванні паралельного методу переходу на випуск нової продукції без зменшення сумарного випуску виробів, потрібно використовувати додаткові площі, обладнання, робочу силу. Він застосовується в масовому виробництві, особливо при реконструкції підприємств. Паралельний метод переходу на випуск нових виробив (рис.4) із зменшенням сумарного випуску продукції застосовується тоді, коли немає додаткових плащ, або висока трудоемність виготовлення виробів.
•На рисунку 5 зображено паралельно - псютапний метод переходу, який використовується в масовому виробництві і характеризується тим, що процес оновлення виконується в кілька етапів, протягом яких освоюється випуск перехідних моделей, які відрізняються від попередніх конструкціями окремих вузлів і механізмів.

Рис. 5. Паралельно - поетапний метод переходу на випуск нових виробів.
26
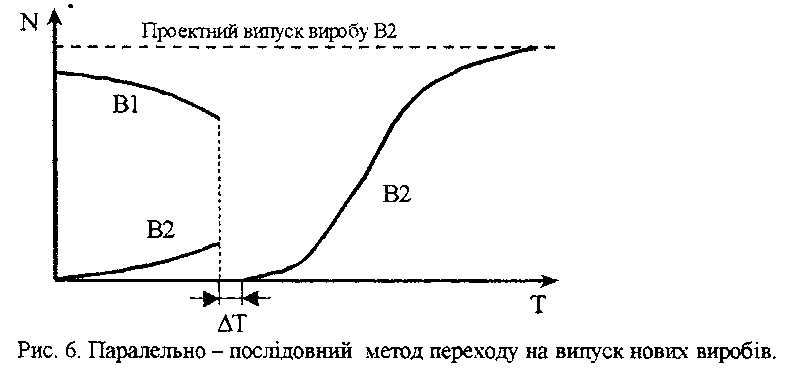
Паралельно - послідовний метод (рис.6) широко використовується в умовах масового виробництва при освоєнні продукції, яка суттєво відрізняється від попередньої. Характеризується тим, що на підприємстві створюються нові потужності (цехи, дільниці) на яких починається освоєння нового виробу, відпрацьовуються технологічні процеси, проводиться кваліфікаційна підготовка персоналу. В цей період продовжується випуск старої гшодукції. Після завершення освоєння настає короткочасна зупинка, іпд час якої обладнання з додаткових площ передається на основні дільниці, після чого проводиться випуск нової продукції. Недоліком даного методу є втрати в загальному випуску продукції за час зупинки і переналадки та необхідність використання нових площ.
Оптимізація термінів освоєння виробництва нових виробів та оцінка його ефективності
При виборі методу переходу на випуск нових виробів враховують необхідність забезпечення мінімальних втрат при випуску продукції. При цьому слід вважати на тип виробництва, склад виробу, ступінь конструктивної наступності, ресурси підприємства та інші фактори. Як правило, паралельно - послідовний метод має перевагу при випуску складних багато агрегатних виробів з низькою отупінню конструкторської наступності, а послідовний - при випуску простих виробів з високим ступенем констр}тстивної наступності.
Процес освоєння вважається завершеним при досягненні проектшгх показників трудомісткості чи собшартості нової гпюдукцІЇ. За рахунок проведення організаційно-технічних засобів можна прискорити процес нарощування випуску продукції, що відіб'ється на розмірі економічного ефекту. Зростання випуску продукції N є функцією часу Т з початку освоєння виробництва (рис.7)
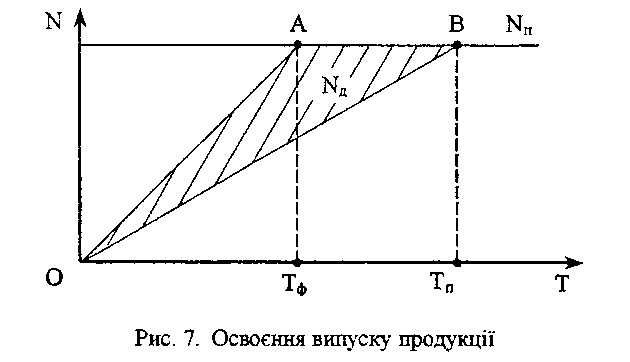
Пряма ОА показує фактичне нарощування випуску продукції, а ОВ проектне. Площа АОАВ характеризує додатковий випуск продукції отриманої в результаті прискореного освоєння виробництва.
Додаткова продукція, яка була вироблена за рахунок прискореного освоєння виробництва, визначається по формулі:
-
проектний випуск нових виробів, шт.
Економічний ефект, який отримується за рахунок виробництва та використання додаткової кількості більш ефективних і виробів, визначається по формулі: