

Последовательность выбора факторов режима резания
Режимом резания называют совокупность глубины резания, подачи, скорости резания и периода стойкости инструмента. Рациональным режимом резания называют такой, который при выполнении всех требований, предъявляемых к качеству обрабатываемой детали, обеспечивает при минимальной себестоимости операции максимально возможную для данной себестоимости производительность. При назначении режима резания для конкретной операции прежде всего возникает вопрос: что целесообразнее увеличивать - глубину резания зa счет уменьшения подачи, или наоборот; работать с большим сечением срезаемого слоя и меньшей скоростью резания или увеличивать скорость за счет уменьшения глубины резания и подачи. Решим указанную задачу поэтапно.
Выясним, что выгоднее увеличивать в первую очередь: глубину резания или подачу.
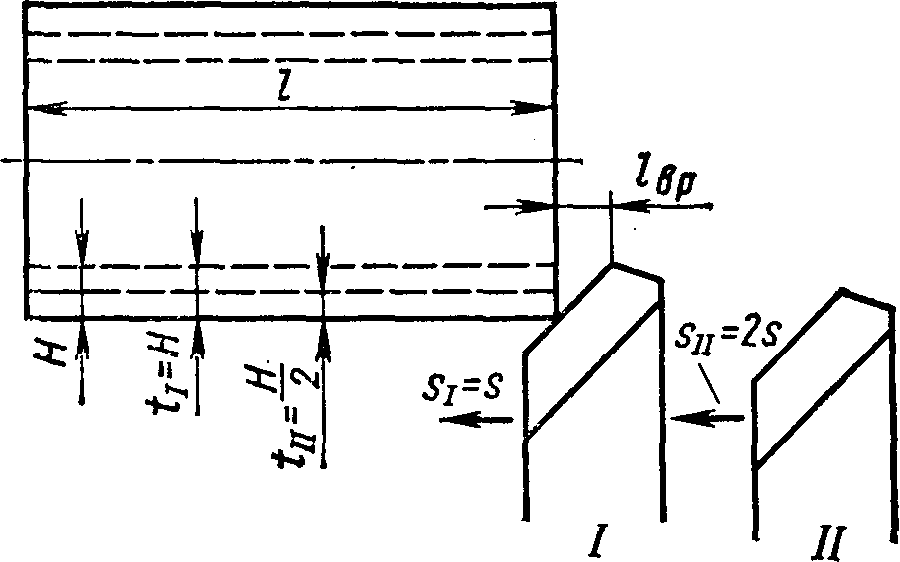
Рис. 1. Два варианта срезания припуска размером Н
Пусть при обтачивании валика длиной l (рис. 1) необходимо срезать припуск размером H. Произведем обработку при двух режимах резания. При первом режиме глубина резания t1 = t будет равна припуску на обработку Н, а подача s1 = s. При втором режиме глубина резания tII = t/2 будет равна Н/2, а подача sII = 2s.
При обоих режимах резания площадь сечения срезаемого слоя будет, одинаковой и равной ts. Производительность обработки можно характеризовать основным технологическим временем обработки to. Основным технологическим временем называют время, затраченное на непосредственное изменение геометрической формы и размеров обрабатываемой детали, являющееся целью данной операции. Если обработка ведется за один проход, то основное технологическое время
tо = L/ns мин.
В формуле L - расчетная длина обработки в направлении движения подачи, равная сумме, состоящей из длины l обрабатываемой детали, пути tвр врезания главного лезвия инструмента в срезаемый слой и пути lп перебега, необходимого для выхода инструмента из соприкосновения с деталью, т. е. L = l + lвр + lп.
Чем меньше основное технологическое время, тем выше производительность обработки и наоборот. Определим основное технологическое время для обоих режимов:
для первого режима
t0I = L/nIs
для второго режима
t0II = 2L/nII2s
где числа оборотов детали при первом и втором режимах соответственно равны:
nI = 1000vI/D и nII = 1000vII/D
Скорости резания для первого и второго режима зависят от глубины резания и подачи и соответственно равны:
![]() и
и
Для первого режима отношение глубины резания к подаче равно t/s, а для второго t/4s, Так как t/s >t/4s, то скорости резания v1 > vII и nI > nII. Поэтому основное технологическое время при первом режиме меньше, чем при втором. При работе со вторым режимом необходимо дополнительное время для возвращения резца в исходное положение перед осуществлением второго прохода. Таким образом, первый режим является более производительным, чем второй. Следовательно, глубину резания увеличивать целесообразнее, нежели подачу.
Выясним далее, что выгоднее в первую очередь увеличивать:подачу или скорость резания. Производительность обработки можно характеризовать количеством деталей Q, обрабатываемых за период стойкости Т инструмента. Без учета времени холостых ходов
Q = T/to шт.
Так как tо = L/ns, то n = 1000v/D то Q =T1000vs/D.
Для конкретных условий операции дробь 1000T/DL постоянна. Обозначим ее через С. Тогда Q = Cvs, откуда следует, что наибольшему произведению vs соответствует наибольшее Q. Однако это не означает, что скорость резания и подача одинаково влияют на количество деталей, обрабатываемых за период стойкости инструмента. При постоянном периоде стойкости скорость резания и подача связаны зависимостью txvsyvV = Сv и нельзя без изменения периода стойкости изменять, например, подачу, оставляя постоянной скорость резания, и наоборот.
Выразим число обрабатываемых за период стойкости деталей только через подачу. При t = const
v = С’v/syv.
где С'v = Cv/txv.
Тогда
Q = CC’vs/syv = CC’vs1-yv = C1s1-yv.
Из выражения следует, что с увеличением подачи число деталей Q возрастает. Например, если yv = 0,4, а подача увеличена в 2 раза, то количество обработанных деталей возрастет в 1,32 раза. Выразим число обрабатываемых за период стойкости деталей только через s. Так как
s = C’v1/yv/v1/yv,
то
Q = C(C’v)1/yvv/v1/yv.
Из выражения следует, что с увеличением скорости резания число деталей Q не возрастает, а уменьшается. При xv = 0,4 и увеличении скорости резания в 2 раза количество обработанных деталей уменьшится на 60%. Таким образом, увеличивать подачу выгоднее, чем скорость резания.
На основании изложенного можно сформулировать основные положения о назначении рационального режима резания. Для повышения производительности при заданном периоде стойкости инструмента необходимо работать с возможно большей площадью селения срезаемого слоя t х s и соответствующей этому сечению скоростью резания. При выбранной площади сечения срезаемого слоя необходимо увеличивать глубину резания за счет уменьшения подачи.
Таким образом, при назначении режима резания:
1) задаются максимально возможной, технологически допустимой глубиной резания;
2) по выбранной глубине резания назначают максимальную, технологически допустимую подачу;
3) по выбранным глубине резания и подаче, задавшись определенной величиной периода стойкости инструмента, определяют допускаемую скорость резания.