

Оптимальная температура резания
Еще в 30-х гг. XX в. был сформулирован принцип Рейхеля, согласно которому определенному периоду стойкости для заданной пары инструмент - деталь соответствует одна и та же температура резания, не зависящая от комбинации элементов режима резания. Недостаток указанного принципа заключается в том, что физический параметр (температура резания) сопоставляется с временем работы инструмента, которое не связано с условиями трения и рядом других процессов, протекающих на контактных площадках.
А.Д. Макаров пришел к выводу, что постоянство температуры резания следует связывать не с произвольно выбранным периодом стойкости, а с точками, характеризующими минимальную относительную интенсивность изнашивания (рис. 5). Учитывая то, что температура контактных поверхностей непосредственно влияет на интенсивность различных механизмов изнашивания, он сформулировал следующее положение: оптимальным скоростям резания (для заданного материала режущей части инструмента) при различных комбинациях скорости, подачи и глубины резания соответствует постоянная температура в зоне резания (оптимальная температура резания).
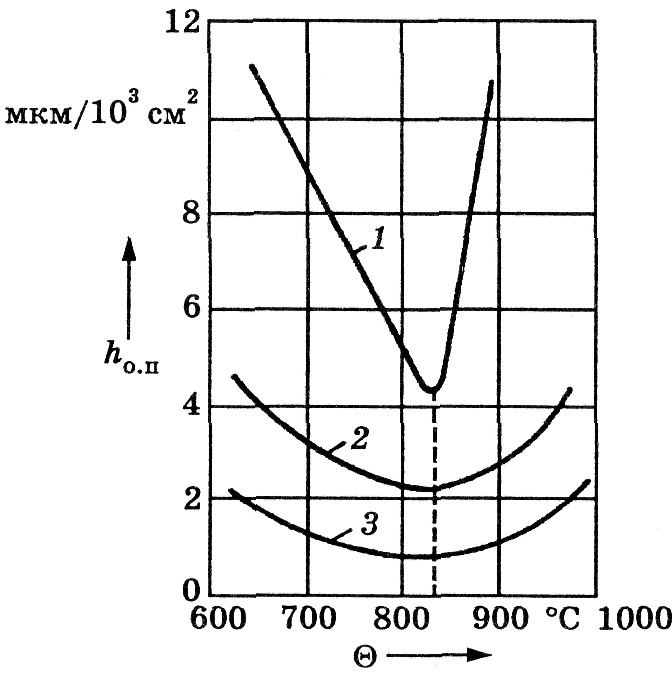
Рис. 5. Зависимость относительного поверхностного износа от температуры при точении стали 40ХН2МА резцом из твердого сплава Т14К8 (t = 1 мм): 1 - S = 0,43 мм/об; 2 - S = 0,21 мм/об; 3 - S = 0,11 мм/об
Постоянство оптимальной температуры резания экспериментально подтверждено для точения, сверления, фрезерования, нарезания резьб, зубофрезерования и других видов обработки резанием (табл. 1).
Таблица 1 Оптимальные температуры при резании лезвийными инструментами
|
Марка материала |
Вид обработки
|
о, °С
|
|
|
обрабатываемого |
Инструмен- тального |
||
|
45 |
Т5К10 |
Точение |
850 |
|
40Х |
Т15К6 |
То же |
950 |
|
ХВГ |
ВК8 |
» |
750 |
|
ШХ15 |
Т14К8 |
» |
750 |
|
Х18Н10Т |
Т15К6 |
» |
900 |
|
ХН75ВМЮ |
ВК8 |
» |
700 |
|
ХН77ТЮР |
ВК8 |
» |
720... 750 |
|
5ХНВ |
Т15К6 |
Фрезерование |
950 |
|
50 |
Р6МЗ |
Сверление |
270 |
|
40Х |
Р18 |
Зубофрезерование |
320... 350 |
|
40Х |
Т15К6 |
Тоже |
750 |
|
12Х18Н9Т |
ВК6-ОМ |
Резьбонарезание |
760 |
Отсюда вытекает ряд важных следствий.
-
Для инструментов с любой комбинацией геометрических параметров режущей части (, , , , , rв и др.) точкам минимума кривых, выражающих зависимость интенсивности изнашивания от скорости резания, соответствует одна и та же оптимальная температура резания, хотя уровень оптимальных скоростей резания может существенно колебаться (рис. 6).
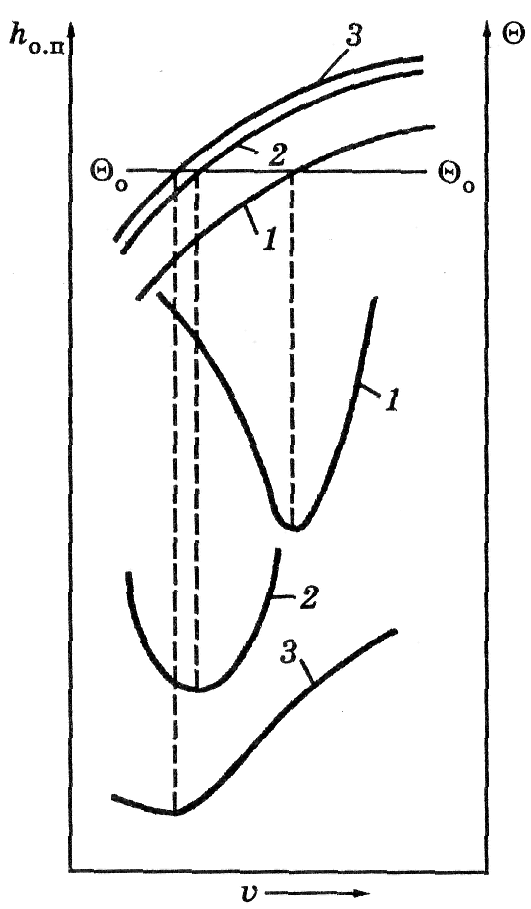
Рис.6. Влияние скорости на температуру резания и интенсивность изнашивания резца: 1 - 1, 1, 1 rв1; 2 - 2, 2, 2 rв2; 3 - 3, 3, 3 rв3
-
При обработке металлов без охлаждения и с охлаждением различными средами наименьшая интенсивность изнашивания наблюдается при одной и той же оптимальной температуре резания (рис. 7).
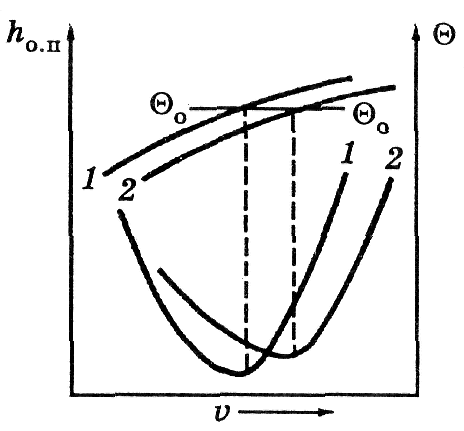
Рис. 7. Влияние скорости на температуру резания и интенсивность изнашивания резца: 1 - при работе без охлаждения; 2 - с охлаждением
-
Изменение диаметра обрабатываемой поверхности при точении и диаметра отверстия при растачивании приводит к существенному изменению уровня оптимальных скоростей резания, в то время как оптимальная температура резания остается постоянной (рис. 8).
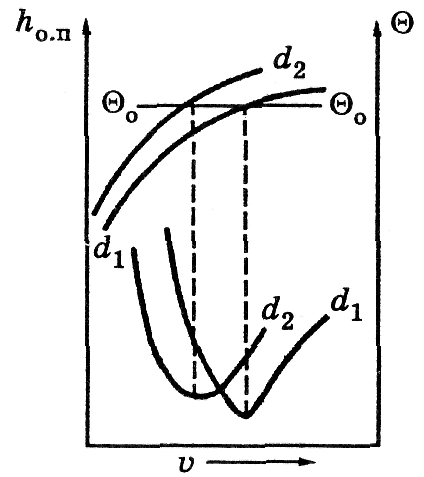
Рис. 8. Влияние скорости на температуру резания и интенсивность изнашивания расточного резца (d1 < d2)
-
Изменение твердости и структуры стали приводит к существенному изменению уровня оптимальных скоростей резания, которым, однако, соответствует одна и та же оптимальная температура (рис. 9).
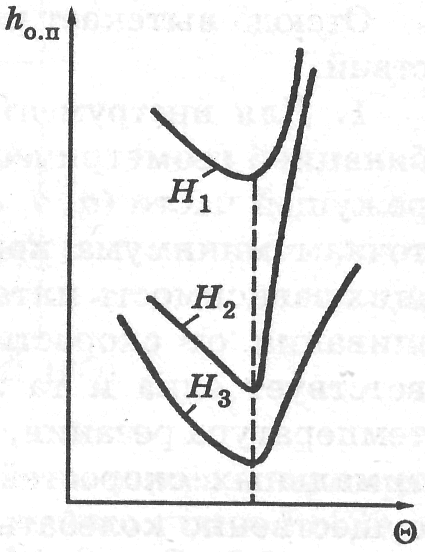
Рис. 9. Влияние температуры резания на интенсивность изнашивания резца при обработке материалов разной твердости (H1 >Н2> Н3)
На основании приведенных следствий приходим к выводу, что, поддерживая постоянной оптимальную температуру резания О, можно осуществлять процесс резания в оптимальном режиме при использовании любых комбинаций v, S, t, , а, ср и других факторов без проведения трудоемких и дорогостоящих стойкостных испытаний.