

Поперечное сечение срезаемого слоя при шлифовании
За один оборот детали снимается слой металла сечением F = ts. Вместе с тем работу круга характеризует среднее мгновенное сечение слоя, снимаемого в данный момент времени. Его величину определяют так.
Объем слоя металла, снимаемого за один оборот детали,
Q = ndts. (6)
Длина абразивной поверхности, работающей в течение одной минуты, или путь, пройденный кругом относительно детали за одну минуту, L = nDкnк (вращением детали пренебрегают, так как vд/vк 1/100).
Путь, пройденный периферийными точками круга за один оборот детали,
l = Dкnк/nд = L/nд (7)
Среднее мгновенное сечение слоя, снятого всеми абразивными зернами/ равно всему снятому объему металла, деленному на путь / (мм2):
f = Q/l = DtS/(Dкnк/nд) = (dnк/Dкnк)tS = (vд/60vк)tS (8)
Анализ последней формулы показывает, что с увеличением vд возрастает f, а следовательно, возрастает и нагрузка на каждое зерно, круг изнашивается быстрее, а шероховатость поверхности увеличивается. При росте vк картина обратная. Отсюда следует, что для получения менее шероховатой поверхности необходимо работать с возможно большей vк, меньшей vд и малыми t u S. Уменьшению шероховатости поверхности способствует также обработка ее мелкозернистыми кругами. С уменьшением частоты вращения детали увеличивается время воздействия теплового источника на каждую точку обрабатываемой поверхности, что может привести к образованию прижогов. Поэтому при чистовом и скоростном шлифовании увеличивают vд, и для того чтобы при этом f не возрастало, во столько же раз повышают vк. Это способствует росту производительности обработки и снижению вероятности получения шлифованной поверхности с прижогами.
Если известно мгновенное сечение снимаемого слоя/ можно получить среднюю мгновенную толщину слоя (среднюю глубину резания), снимаемого всеми абразивными зернами:
аср = Q/lSпрод = (vд/60vк)t (9)
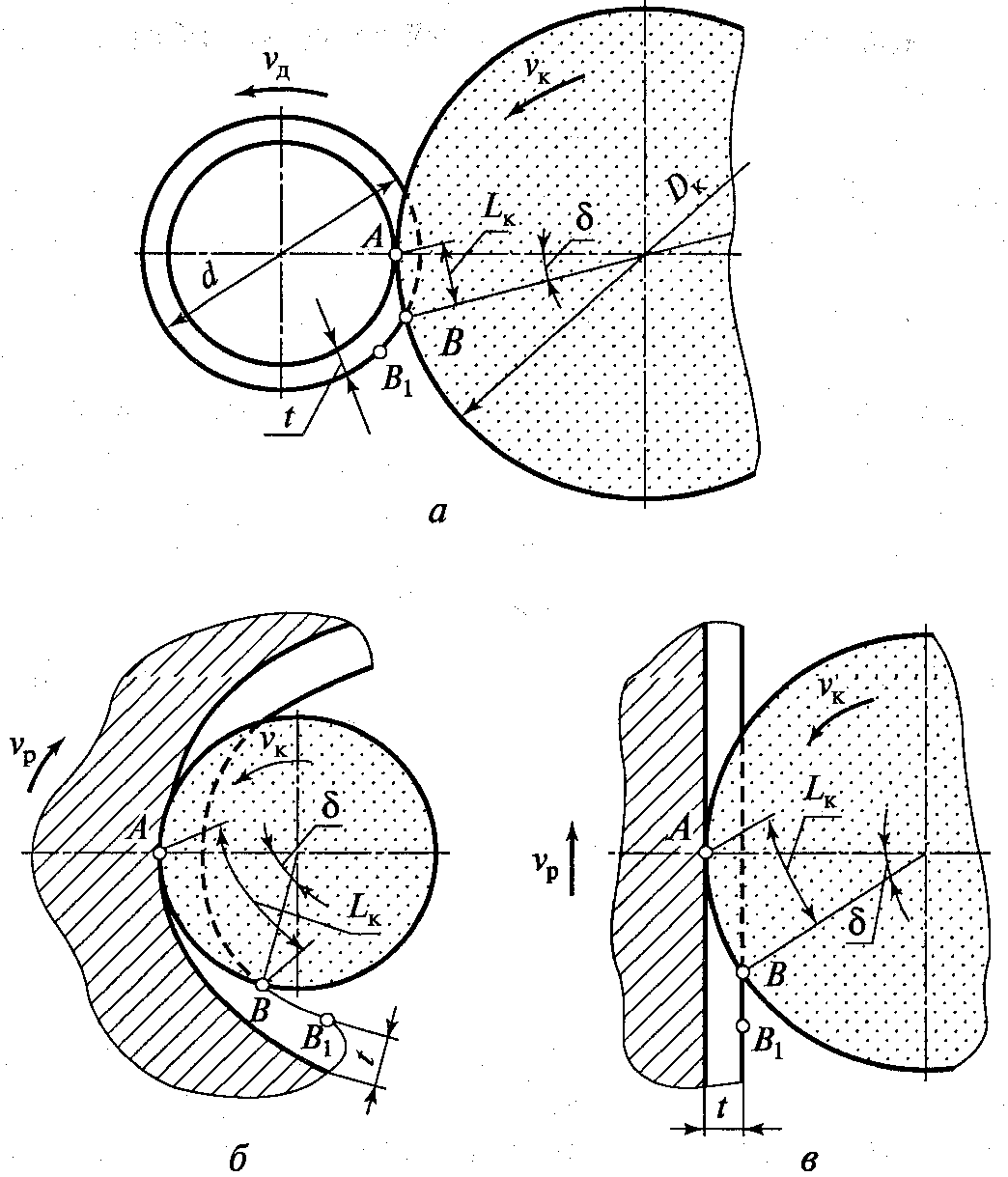
Рис. 6. Схемы для определения длины дуги контакта «круг - деталь» при шлифовании
Из рис.6 видно, что длина дуги контакта круга с изделием примерно равна дуге АВ. Истинное значение длины дуги контакта зерна с обрабатываемой деталью больше, чем дуги АВ, на величину дуги ВВ1, равной дополнительному повороту детали за время поворота круга на угол 5.
Формула для определения длины дуги контакта имеет вид (мм):
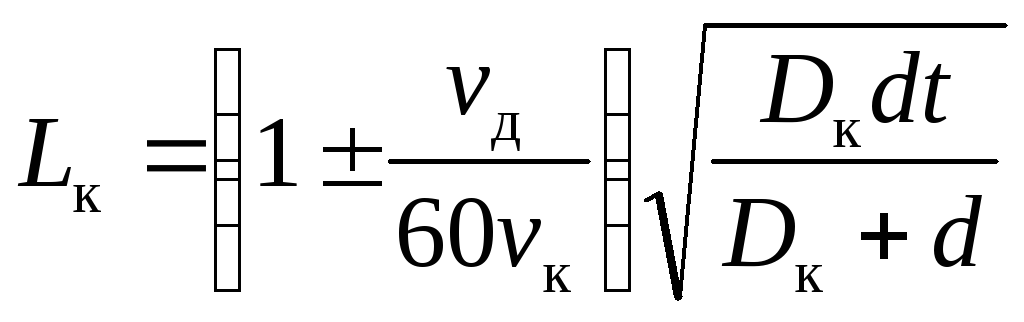 (10)
(10)
Знак плюс берется при одноименном вращении круга и детали, а минус - при их противоположном вращении.
В пределах дуги контакта при снятии слоя глубиной t действуют одновременно Z зерен. Считают, что
Z = Lк/lз
где l3 - условный «шаг» между зернами, или среднее расстояние между ними.
Тогда средняя толщина слоя, срезаемого одним зерном,
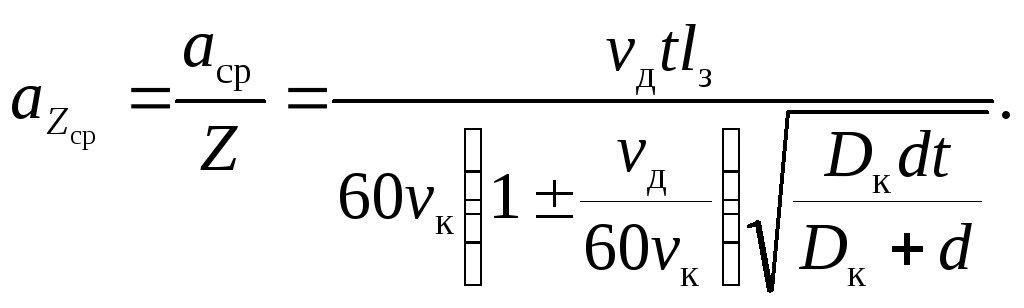
После преобразований
![]()
где Sпрод - продольная подача круга, мм/об детали; В - ширина круга, мм.
Как видно, толщина слоя, срезаемого одним абразивным зерном, увеличивается с ростом окружной скорости детали vд, поперечной подачи t, расстояния между зернами l3, продольной подачи Sпрод и уменьшается с увеличением окружной скорости vк, диаметра детали d, диаметра круга Dк и его ширины В.
Сравнение аZср при различных видах шлифования (наружного круглого, рис. 6, а; плоского, рис. 6, в; внутреннего, рис. 6, б) показывает следующее. Круг должен находиться в контакте с образующей отверстия, обращенной в сторону оператора. Во всех случаях «шаг» между зернами принимается постоянным, т. е. l3 = const, но Lк.нар < Lк.пл < Lк.вн. Так как l3 = const, az обратно пропорциональна LK, т.е. aZнap > аZпл > azвн.